Что такое точность?
Точность является свидетельством правильности измерения. С технической точки зрения точность означает, насколько близко измеренное значение к фактическому значению. Это отражение правильности измерения, а не его повторяемости. По сути, точность относится к качеству правильности или точности.
Для дальнейшего разъяснения:
Примеры точности в производстве
Чтобы понять точность в производственном контексте, рассмотрим производство стальных стержней длиной ровно 10.0 см:
| Номер стержня | Измеренная длина (см) | Фактическое значение (см) | Отклонение от истинного значения (см) |
|---|---|---|---|
| 1 | 10.1 | 10.0 | 0.1 |
| 2 | 9.9 | 10.0 | 0.1 |
| 3 | 10.0 | 10.0 | 0.0 |
| 4 | 10.1 | 10.0 | 0.1 |
Из таблицы видно, что длины стержней близки к фактическому значению. Их отклонения минимальны, что говорит о высоком уровне точности изготовления.
Понятие точности часто переплетается с другими терминами. Четкое разграничение имеет решающее значение:
Контроль стабильности результатов измерений
Периодичность контроля стабильности результатов измерений регламентируют в руководстве по качеству лаборатории.
Контроль стабильности результатов измерений в лаборатории при реализации методики осуществляют по ГОСТ ИСО 5725-6, используя контроль стабильности среднеквадратического (стандартного) отклонения промежуточной прецизионности рутинного анализа с изменяющимися факторами время и оператор.
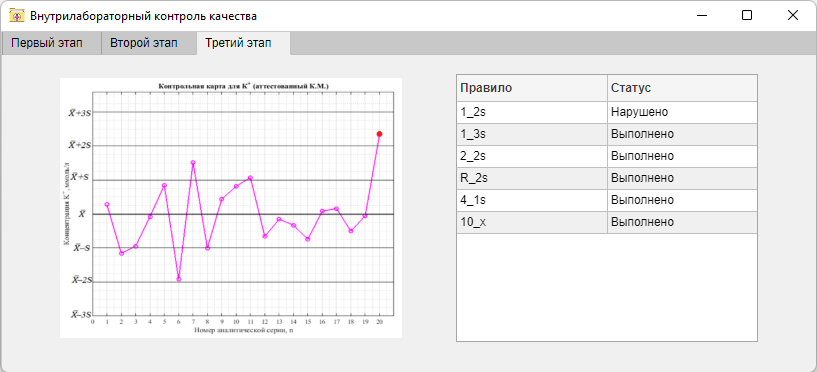
Применение метода контрольных карт Шухарта
Применяя метод контрольных карт Шухарта, проверяют стабильность этих результатов измерений и оценивают стандартное отклонение промежуточной прецизионности с изменяющимися факторами время и оператор. После отбора испытуемую пробу от каждой партии подготавливают в лаборатории для анализа.
Анализ результатов
Одну пробу, подвергавшуюся анализу во время смены (), анализирует повторно другой оператор в другую смену (), и результаты сравнивают. Значение стандартного отклонения промежуточной прецизионности устанавливают в лаборатории по результатам измерений за предыдущий период. Параметры контрольной карты пределов для каждого диапазона рассчитывают следующим образом:
Расчет параметров контрольной карты
- Среднюю линию по формуле
- Верхний предел действия по формуле
- Верхний предел предупреждения по формуле
Расхождение w, %, рассчитывают по формуле
Установление контролируемого периода
Рекомендуется устанавливать контролируемый период так, чтобы количество результатов контрольных измерений было от 20 до 30. После этого проводят оценку стандартного отклонения промежуточной прецизионности ) результатов по формуле
Оценка стабильности результатов
Полученное значение используют для последующего контроля стабильности результатов измерений.
Проведение измерений
На первой стадии в аналитической серии проводятся 10 измерений контрольного образца. Из полученных 10-ти значений рассчитывают коэффициент внутрисерийной вариации и сравнивают с табличным
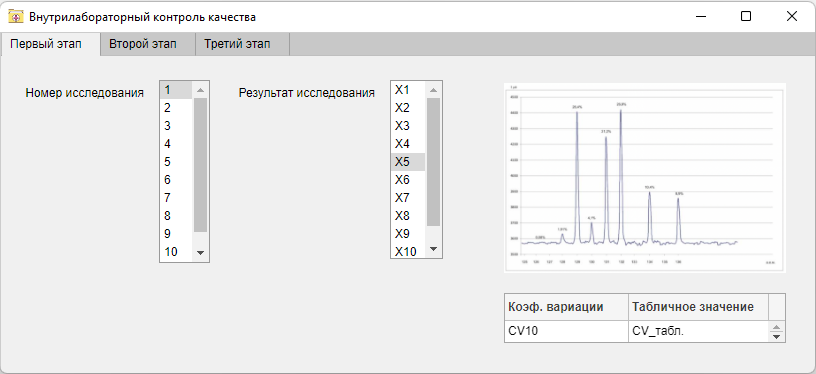
Оценка прецизионности
На этом этапе проводится измерение показателя в 20 аналитических сериях. В каждой серии по одному измерению одновременно в двух контрольных материалах. Результаты заносятся в регистрационную форму Результаты установочных серий измерений показателя в контрольных материалах, см. рисунок 10.
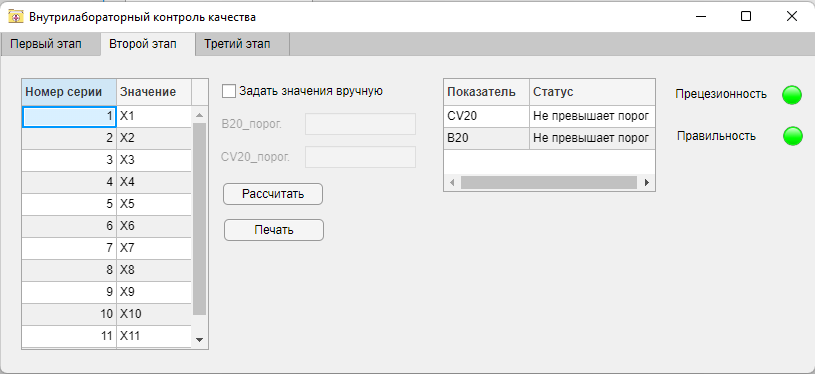
Расчет средних значений
По результатам 20 аналитических серий рассчитывают среднее значение, несмещенную оценку среднеквадратического отклонения СКО и коэффициент вариации. Полученный результат сравнивают с предельно допустимым табличным CVтабл.преценз. Вычисленное значение в лаборатории должно быть меньше предельно допустимого значения CVтабл.преценз.
Расчет относительного смещения
Затем следует расчет относительного смещения
Точность и её значение
В обширном словаре терминов, которыми пользуются инженеры, производители и ученые, слово точность занимает центральное место. Точность демонстрирует последовательность, повторяемость и надежность, что имеет первостепенное значение в различных научных и промышленных видах деятельности. Но что именно подразумевает точность? Давайте углубимся в его слои.
Точность в своей простейшей форме
Точность в своей простейшей форме означает степень, в которой повторные измерения или эксперименты дают одни и те же результаты. Это не обязательно означает, что эти измерения верны — просто они последовательны. Это идея многократного попадания в одно и то же место, независимо от того, является ли это место намеченной целью.
Пример точности со значениями
Представьте себе эксперимент по измерению температуры кипения воды в определенных условиях. В ходе нескольких испытаний вы записываете следующие температуры кипения (в градусах Цельсия):
Таблица: Данные измерений
| Пробный номер | Точка кипения (° C) |
|---|---|
| 1 | 100.1 |
| 2 | 100.3 |
| 3 | 100.2 |
| 4 | 100.0 |
| 5 | 100.4 |
Значения плотно сгруппированы в районе 100.2°C, что указывает на высокую точность. Даже если бы фактическая температура кипения была немного другой (что было бы вопросом точности), результаты, несомненно, согласуются.
Сравнение точности и точности
Точность часто путают с другими терминами, особенно с точностью. Вот сравнительный взгляд:
Точность: степень повторяемости измерений или экспериментов, не обязательно означает верность результатов.
Точность: степень близости измеренных значений к истинному или принятому значению.
Модуль 2 Внутрилабораторный контроль
Модуль 2 Внутрилабораторный контроль, сокращенно Модуль 2 ВЛК, – программный продукт предназначенный для использования в своей деятельности испытательными лабораториями (центрами).
Модуль 2 ВЛК (далее программа/система) в целом реализовывает следующие возможности:
План контроля в лаборатории
Планирование внутрилабораторного контроля:
- Составление плана и графиков для различных видов контролей внутри лаборатории
Реализация оперативного контроля на основе показателей справочника методик анализа:
- Контроль повторяемости
- Контроль внутрилабораторной прецизионности
- Контроль точности
Методы контроля
- Контроль методом повторных измерений
- Проверка удовлетворения требований точности измерений
- Контроль методом наблюдения
Контроль стабильности результатов анализа
- Использование контрольных карт Шухарта в абсолютных и относительных величинах
- Контроль повторяемости
- Внутрилабораторной прецизионности
- Контроль точности
Визуализация контрольных карт
Алгоритмы модуля позволяют:
- Визуализировать контрольные карты
- Находить точечную оценку показателя внутрилабораторной прецизионности
- Оценивать смещение и точечную оценку показателя правильности результатов анализа
- Проводить анализ данных контрольных карт и их интерпретацию
Подписание электронной цифровой подписью (ЭЦП) сформированных в программе записей и отчетов
Поиск объектов по различным критериям в базе данных
Фильтрация и сортировка реестровых данных для упрощения вывода записей и отчетов
Экспорт отфильтрованных данных в распространенные форматы: Rtf, Pdf, Текстовый файл, XLS, XLSX, Png
Размещение электронных копий документов и других файлов в реестрах программы для создания электронного архива
Дата: 05.05.2023 // 8:38:27
Здравствуйте! Помогите, пожалуйста, разобраться с контролем стабильности результатов анализа при внедрении методик!!! На данный момент занимаюсь внедрением методики в сточной воде атомоно-абсорбционым методом. Внедрение осуществляется 2 способом согласно Р 50.2.060-2008. Согласно РМГ 76-2014 П. 4.16 Контроль стабильности результатов анализа проводят в целях подтверждения лабораторией компетентности в обеспечении качества выдаваемых результатов анализа и оценки деятельности лаборатории в целом.Исходя из П.4.17 Контроль стабильности результатов анализа может предусматривать следующие формы
Все измерительные приборы, применяемые в лаборатории анализа воды, подлежат поверке в соответствии с ГОСТ 8002—71. В соответствии с руководством по метрологическому обеспечению средств измерений определен порядок и сроки поверки измерительных приборов в лаборатории анализа воды. Измерительные приборы поверяются ведомственными метрологическими органами в соответствии с инструкцией, в которой указываются производимые операции и средства проверки. Проверке подлежат все технические и метрологические показатели, записанные в паспорте, прилагаемом к прибору. В общую составляющую лабораторной погрешности при химическом анализе воды, входит погрешность дозирования. Поэтому совершенно особой проблемой является проверка применяемых дозирующих и мерных средств в лаборатории на точность показаний. Из практики известно, что около 30—40% всей мерной посуды приходится отбраковывать ввиду ее плохого качества. Порядок и содержание работ по внутрилабораторному контролю качества результатов количественного химического анализа приведены в следующих нормативных документах:
ГОСТ Р ИСО 5725-1-2002 Точность (правильность и прецизионность) методов и результатов измерений. Часть 1. Основные положения и определения
При проведении контроля качества лабораторных исследований используются следующие термины с соответствующими им определениями :
Методика анализа (измерений): совокупность конкретно описанных операций, выполнение которых обеспечивает получение результатов анализа (измерений) с установленными показателями точности. ,
Показатель точности результатов анализа: значение неопределенности или характеристики погрешности, установленное для любого результата анализа, полученного при соблюдении требований и правил данной методики при ее реализации в конкретной лаборатории.
Результат единичного анализа: содержание компонента в пробе, полученное при однократной реализации процедуры анализа.
Результат анализа: среднее значение (среднее арифметическое или медиана) единичных результатов анализа. В нормативном документе на методику анализа указывается, сколько результатов единичного анализа (параллельных определений) необходимо получить для расчета результата анализа. Чаще всего в методиках регламентируется получение двух единичных результатов анализа.
Погрешность анализа определяется сравнением результатов анализа с истинным содержанием определяемого компонента в пробе. Истинное содержание компонента в пробе, как правило, неизвестно. Поэтому вместо него рекомендуется использовать принятое опорное значение.
Принятое опорное значение: значение содержания компонента в пробе, полученное экспериментальным или теоретическим путем и настолько близкое к истинному значению, что может быть использовано вместо него.
Качественными характеристиками анализа являются показатели качества: точность, правильность, прецизионность (повторяемость и воспроизводимость).
Точность анализа: степень близости результата анализа к принятому опорному значению содержания компонента в анализируемой пробе.
Количественной характеристикой точности химического анализа воды является:показатель точности – значение характеристики погрешности анализа – отклонение результата анализа от принятого опорного значения содержания компонента в анализируемой пробе.
Правильность анализа: степень близости среднего значения, полученного на основе большой серии результатов единичного анализа, к принятому опорному значению содержания компонента в анализируемой пробе.
Количественной характеристикой правильности химического анализа воды является:показатель правильности – значение характеристики систематической погрешности – разность между средним значением большой серии результатов анализа, и принятым опорным значением содержания компонента в анализируемой пробе.
Прецизионность анализа: степень близости друг к другу независимых результатов единичного анализа (результатов анализа), полученных в конкретных, регламентируемых методикой условиях . Двумя крайними случаями прецизионности являются повторяемость анализа и воспроизводимость анализа.
Результаты единичного анализа, как правило, получают в одинаковых условиях. Такие условия называют:
условия повторяемости – условия, при которых результаты единичного анализа получают в одной лаборатории по одной и той же методике на одних и тех же пробах в одинаковых условиях и практически одновременно.
Степень близости друг к другу результатов единичного химического анализа воды , полученных в условиях повторяемости характеризует:
повторяемость анализа – прецизионность в условиях повторяемости – степень близости друг к другу результатов единичного анализа, полученных в условиях повторяемости (ранее в отечественных документах использовался термин «сходимость»).
Количественными характеристиками повторяемости химического анализа воды являются:показатель повторяемости – значение характеристики случайной погрешности применительно к результатам единичного анализа, полученных в условиях повторяемости;
предел повторяемости – максимально допустимое расхождение между двумя результатами единичного анализа, полученными в условиях повторяемости, при доверительной вероятности Р=0,95.
условия воспроизводимости – условия, при которых результаты анализа получают по одной и той же методике на одних и тех же пробах, но в разных лабораториях в различных условиях (разное время ,разные аналитики, разные наборы мерной посуды и т.п.) Степень близости друг к другу результатов анализа, полученных в разных лабораториях ( в условиях воспроизводимости) характеризует воспроизводимость анализа.
При представлении результата химического анализа воды в документах, выдаваемых лабораторией, указывают: количество результатов единичного анализа, использованных для расчета результата анализа;способ определения результата анализа: среднее арифметическое значение или медиана результатов единичного анализа.www.chemanalytica.ru лабораторияхимического анализа воды
Услуги: химический анализ ливневых и хозбытовых сточных вод,методы химического анализа сточных вод,цена- лаборатория г.Москва
Код для вставки лайков.
В 2022 году на горно-обогатительном комбинате АО «ПАВЛИК» была запущена в опытно-промышленную эксплуатацию новая, в настоящее время единственная в России лаборатория гамма-активационного анализа золотосодержащих руд. Подробно о методе рассказано в предыдущей статье «Опыт использования гамма-активационного анализа для определения содержания золота в новой лаборатории АО«ПАВЛИК».
Ниже представлены результаты внутреннего, внешнего и геологического контроля результатов опробования.
К моменту начала опытно-промышленной эксплуатации на основе ГОСТ Р ИСО 5725–2022, РМГ 76–2014, ОСТ 41-08-214-04 и ОСТ 41-08-265-04 в лаборатории гамма-активационного анализа (далее ЛГАА) создана система управления качеством испытаний, адаптированная под применяемый метод и задачи лаборатории. Формы реализации контроля качества испытаний ЛГАА выбраны в соответствии с методикой измерения.
Внутренний лабораторный контроль (далее ВЛК) в ЛГАА проводится посредством Модуля «Управления качеством» ЛИМС «Н-Лаб», в котором заложены алгоритмы проведения оперативного контроля точности, внутрилабораторной прецизионности, внутреннего приёмочного контроля партии проб и контроля стабильности в форме контрольных карт Шухарта.
При необходимости ВЛК, реализуемый в ЛИМС, может быть выполнен также с помощью коммерческого ПО Microsoft Excel по разработанным в лаборатории формам записей. В Excel также проводят расчёты для внутреннего статистического контроля (точности и внутрилабораторной прецизионности) и внешнего контроля.
В качестве средств контроля при реализации внутрилабораторного контроля в ЛГАА применяют аттестованные (сертифицированные) стандартные образцы (СО), в том числе приготовленные из рудного материала месторождения Павлик, а также рядовые рабочие пробы.
За прошедший год в ЛГАА повторному анализу (в рамках внутреннего приёмочного контроля партии проб) были подвергнуты 28 600 рабочих проб, что составляет 20% от общего количества проб, поступивших в лабораторию, и выполнено 18 732 измерения в стандартных образцах (в рамках оперативного контроля точности).
Оценка значений составляющих погрешности (в виде среднеквадратического отклонения, СКО) при реализации метода в лаборатории с применением статистических методов показала удовлетворительные результаты для всех классов содержаний как при ВЛК внутрилабораторной прецизионности на рабочих пробах, так и при реализации ВЛК точности и правильности с применением СО (таблицы 2 и 3). (В качестве норм-контроля приняты допустимое СКО результатов анализа для проб с тонкодисперсным золотом, главным образом в сульфидах (крупностью до 0,1 мм) СКО (Au a) по ОСТ 41-08-212-04).
Сравнительная диаграмма СКО случайной составляющей погрешности (суммарной погрешности), полученная при оценке результатов ВЛК внутрилабораторной прецизионности и точности, приведена на рис. 1.
Таблица 2. Результаты внутреннего лабораторного контроля внутрилабораторной прецизионности при определении массовой доли золота в рабочих пробах за 2022 год
Среднее содержание, г/тСКО случайной составляющей погрешности, % относ.
От 0,07 до 0,50 вкл.
Св. 0,50 до 2,0 вкл.
Св. 2,0 до 5,0 вкл.
Св. 5,0 до 10,0 вкл.
Св. 10,0 до 20,0 вкл.
Св. 20,0 до 40 вкл.
Таблица 3. Результаты внутреннего лабораторного контроля точности и правильности при определении массовой доли золота в стандартных образцах за 2022 год
Количество контрольных измерений, штСреднее содержание, г/тСистематическая составляющая погрешности, %СКО суммарной погрешности, % относ.

Рис. 1. Сравнительная диаграмма фактических значений относительных стандартных отклонений по результатам внутрилабораторного контроля прецизионности и точности и допустимого СКО (Au a) и (Au б) по ОСТ 41-08-212-04)
Система управления качеством испытаний ЛГАА включает в себя, помимо внутрилабораторного контроля, также внешний контроль в форме проверки квалификации посредством межлабораторных сравнительных испытаниях (МСИ), проводимых аккредитованным провайдером, и межлабораторные сличения с результатами измерений, полученными в другой компетентной лаборатории.
В 2022 году в контролирующую лабораторию, выполняющую испытания пробирным методом, для целей внешнего контроля было передано 436 аналитических проб, ранее проанализированных в ЛГАА.
Результаты внешнего контроля, выполненные в двух лабораториях приведены в табл. 4. Для оценки межметодической погрешности использовались средние-арифметические значения из двух результатов ЛГАА и средневзвешенные значения результатов на весь материал аналитической пробы, полученные в контролирующей лаборатории.
Таблица 4. Результаты внешнего лабораторного контроля при определении массовой доли золота гамма-активационным и пробирным методами
Количество контрольных измерений, штСреднее содержание, г/тСистематическая составляющая межметодичесокой погрешности, %СКО суммарной межметодичесокой погрешности, % относ.
Норма (Au a)Норма (Au б)

Рис. 2. Сравнительная диаграмма фактического значений относительных стандартных отклонений межметодической погрешности по результатам внешнего контроля и допустимыми СКО (Au a) и (Au б) по ОСТ 41-08-212-04
Несмотря на то, что рудное тело месторождения Павлик обладает высокой естественной неоднородностью, результаты внешнего контроля показали незначимость систематической погрешности результатов измерений методом ГАА и пробирного метода (оценка проведена с помощью критерия «ничтожных погрешностей») во всех интервалах содержаний. Фактическое межметодическое СКО для диапазона от 0,07 до 10,0 г/т соответствует нормам погрешности в соответствии с ОСТ 41-08-212-04 для проб с тонкодисперсным золотом, главным образом в сульфидах (крупностью до 0,1 мм) СКО (Au a). Для диапазона св.10,0 до 40 г/т фактическое межметодическое СКО соответствует нормам погрешности СКО (Au б).
В 2022 году ЛГАА приняла участие в программе проверки квалификации, проводимой провайдером ФГБУ "ВИМС". Программа МСИ включала пробы во всех классах содержаний в соответствии с методикой измерений ЛГАА. В соответствии с заключением по результатам участия ЛГАА в МСИ, результаты измерения массовой доли золота во всех пробах удовлетворительные (рис. 3). Z-критерий для всех проб имеет значение меньше 1.

Рис. 3. Заключение по результатам участия ЛГАА в программе проверки квалификации в 2022 году
Геологический контроль
Новая схема пробоподготовки привела к изменению процедуры геологического контроля качества аналитических работ в части периода проведения контрольных мероприятий и количества контролируемых анализов.
Контрольным периодом для внутреннего контроля является один календарный месяц; общее количество в среднем составляет 1000 проб по пяти классам содержаний, что соответствует выборке из 200 проб для каждого класса. Дополнительно, на усмотрение геолога, оперативно контролю (в день получения анализа) подвергаются показавшие аномально высокие содержания анализы; запрашиваются необходимые кюветы из ЛГАА, которым присваивается шифр, и они повторно направляются в лабораторию. С начала 2023 года по всем классам содержаний контрольные мероприятия не выявили превышений предельных значений относительной погрешности.
В ежедневном порядке в одну из партий проб, направляемых в ЛГАА, вкладывается стандартный образец. Для контроля точности измерений стандартами выбраны предельных два класса содержаний — низкий (ниже бортового содержания) и высокий — из принятых четырех на месторождении. В настоящий момент оценка точности измерений удовлетворительная (рис. 4, табл. 5).

Рис. 4. Графики контроля стандартов
Таблица 5. Результаты контроля стандартов
Стандарт Аттестованные значения Au, г/тСреднее определение ГАА, г/тОтносительная погрешность, %
Внешний контроль анализов проб выполняется в лаборатории АО «СЖС Восток Лимитед». На внешний контроль направляются все пробы, прошедшие внутренний контроль в лаборатории ЛГАА. Отправка проб производится по мере выполнения анализов внутреннего контроля. Общее количество проб внешнего контроля соответствует количеству проб, прошедших внутренний контроль (рис. 5).

Рис. 5. Оценка сходимости внутреннего и внешнего контроля анализов по всем классам содержаний с начала 2023 года
Выводы
Полученные с начала 2023 года данные внутреннего и внешнего контроля анализов по всем классам содержаний свидетельствуют о приемлемых результатах опробования методом ГАА.
Применение гамма-активационного метода анализа горных пород и продуктов их переработки для определения массовой доли Au обеспечивает приемлемые результаты измерений по всем существующим критериям и стандартам.
В целом опыт применения ГАА в АО «ПАВЛИК» показал высокую его эффективность по сравнению с пробирным анализом проб на золото.
ГАА обеспечивает приемлемые результаты опробования при скорости выполнения анализа одной пробы менее 1 мин. Себестоимость единичного ГАА составляет 454,6 руб. (для сравнения себестоимость единичного анализа в классической пробирной лаборатории составляет порядка 1710 руб.).
Читать начало статьи
Уникальные посетители статьи: 1814, комментариев: 10
Важность концепции точности и точности в производстве
Производственные отрасли всегда отдавали приоритет двум ключевым понятиям: точности и прецизионности. Оба играют жизненно важную роль в обеспечении производства высококачественной, стабильной и безопасной продукции.
Таблица: Как точность и прецизионность влияют на производственные показатели
Метрика Влияние точности Влияние точности
Уровни отходов Снижается, когда продукты соответствуют проектным спецификациям. Снижен при стабильном объеме производства
Клиент возвращается Откажитесь от продуктов, соответствующих описанным стандартам Снижение при неизменном качестве продукции
Инциденты безопасности Уменьшение при соблюдении дизайна Смягчается за счет постоянного качества и технических характеристик.
Соответствие нормативным требованиям Достигается за счет точного производства Поддерживается постоянными проверками качества
Разница между точностью и точностью
Понятие точности и точности
В повседневной речи и в технических областях понятия «точность» и «прецизионность» часто используются как синонимы. Однако они относятся к совершенно разным концепциям в научном, инженерном и производственном контексте.
Таблица: Сравнение точности и прецизионности
Определение Насколько близко измерение к фактическому или принятому значению. Последовательность или повторяемость измерений независимо от их близости к фактическому значению.
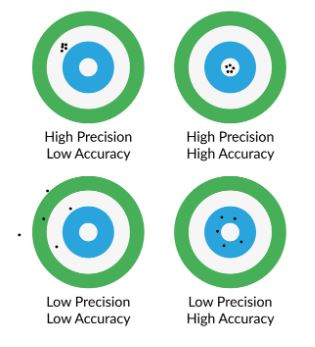
Иллюстрация Попадание в яблочко на дартсе. Он неоднократно попадал в одно и то же место, даже если это не было яблочко.
Пример из реального мира Весы рассчитаны на 500 грамм. Это точно, если он постоянно показывает 500 грамм для стандартного веса в 500 граммов. Весы постоянно показывают 510 граммов, если на них положить 500-граммовую гирю. Показания точные (последовательные), но не точные.
Актуальность в производстве Мы гарантируем, что продукты или детали соответствуют проектным замыслам или стандартам. Обеспечение стабильных результатов производственного процесса и снижение вариативности.
Применение инструментов/устройств Точный инструмент или устройство дает результаты, близкие к фактическому значению. Точный инструмент или устройство может дать один и тот же результат несколько раз в одних и тех же условиях.
Влияние ошибок Систематические ошибки зачастую можно выявить и исправить. Случайные ошибки может оказаться более сложным для выявления и требуют более точной калибровки или усовершенствованных методов.
Часто задаваемые вопросы
В чем основная разница между точностью и точностью?
В то время как точность связана с правильностью (попаданием в цель), точность зависит от последовательности.
Может ли измерение быть точным, но не точным?
Да, если повторные измерения последовательны, но далеки от истинного значения, они являются точными, но не точными.
Как толерантность связана с точностью и аккуратностью?
Допуск определяет допустимые отклонения от заданного значения, объединяя понятия точности и прецизионности.
Почему в производстве важны точность и аккуратность?
Они обеспечивают качество продукции, функциональность, экономическую эффективность и, в некоторых отраслях, безопасность.
Может ли производственный процесс быть одновременно высокоточным и высокоточным?
Да, с помощью передовых инструментов и методов многие современные производственные процессы достичь как высокой точности, так и аккуратности.
Как услуги точной обработки Prolean обеспечивают точность и аккуратность?
Благодаря строгим проверкам качества, современному оборудованию и квалифицированным специалистам Prolean обеспечивает точность и аккуратность в своих процессах обработки.
ЗНАКОМСТВО С ПРОГРАММОЙ
I. Первичная лицензия на год:1. Лицензия на одно рабочее место/одновременная работа не более одного пользователя, стоимость 18 000 рублей.2. Лицензия на два рабочих места/одновременная работа не более двух пользователей, стоимость 21 000 рублей.3. Лицензия на три рабочих места/одновременная работа не более трёх пользователей, стоимость 24 000 рублей.4. Лицензия на четыре рабочих места/одновременная работа не более четырёх пользователей, стоимость 27 000 рублей.5. Лицензия на пять рабочих мест/одновременная работа не более пяти пользователей, стоимость 30 000 рублей.6. Лицензия на десять рабочих мест/одновременная работа не более десяти пользователей, стоимость 33 000 рублей.7. Лицензия на более чем десять рабочих мест/одновременная работа более десяти пользователей, стоимость рассчитывается индивидуально.
II. Продление лицензии, на год после первичного приобретения (при окончании периода год, работа программы отключается автоматически):1. Лицензия на одно рабочее место/одновременная работа не более одного пользователя, стоимость 3 000 рублей.2. Лицензия на два рабочих места/одновременная работа не более двух пользователей, стоимость 4 000 рублей.3. Лицензия на три рабочих места/одновременная работа не более трёх пользователей, стоимость 5 000 рублей.4. Лицензия на четыре рабочих места/одновременная работа не более четырёх пользователей, стоимость 6 000 рублей.5. Лицензия на пять рабочих мест/одновременная работа не более пяти пользователей, стоимость 7 000 рублей.6. Лицензия на десять рабочих мест/одновременная работа не более десяти пользователей, стоимость 8 000 рублей.7. Лицензия на более чем десять рабочих мест/одновременная работа более десяти пользователей, стоимость рассчитывается индивидуально.
Для тех, кто ранее приобретал карты Шухарта в стоимость первичного приобретения программы МОДУЛЬ 2 ВЛК будет включена ранее произведенная оплата за карты Шухарта (при наличии подтверждающих документов). Например карты Шухарта были приобретены за 6 000, приобретается программа МОДУЛЬ 2 ВЛК с лицензией на одно рабочее место/одновременная работа не более одного пользователя, соответственно стоимость программы будет 12 000 рублей.
Техническое обеспечение, необходимое для работы Программы:Microsoft Windows 10 Pro и выше или Windows Server 2016 и выше;Microsoft Office 2013 и выше.В случае установки программы на 2 и более рабочих мест:Локальная сеть для ПК, на которых будет установлена Программа.При установленных VPN (в частности VipNet) внутри локальной сети, работоспособность на дополнительных рабочих местах не гарантируется.
В случае установки программы МОДУЛЬ 2 ВЛК на один ПК (персональный компьютер) или один сервер силами наших специалистов, стоимость установки составит 3 500 (Три тысячи пятьсот) рублей 00 копеек вне зависимости от количества лицензий. В стоимость входит настройка доступа одного рабочего места при наличии локальной сети. Остальные работы при необходимости оплачиваются отдельно.
Членам (кандидатам в члены) Ассоциации предоставляется скидка от 5%:1. При приобретении первичной лицензии;2. При продлении лицензии.
Точность, аккуратность и допуски в инженерных чертежах
Точность, прецизионность и допуски
Инженерные чертежи являются основой для огромного множества структур и продуктов, которые мы видим ежедневно. Крайне важно обеспечить, чтобы эти чертежи были точными, точными и находились в пределах допустимых допусков.
1. Основа точности чертежей
Точность в инженерных чертежах означает степень детализации или уровень детализации. Более высокая точность означает, что изображение передает больше деталей, что часто требует более совершенных инструментов или методов.
2. Защита точности инженерных представлений
Точность инженерных чертежей определяет, насколько хорошо изображенные детали соответствуют реальным параметрам или намерениям. Речь идет о том, чтобы представление было правильным и отражало замысел проекта.
3. Допуски: допустимые пределы
В машиностроении допуски определяют допустимые пределы, в которых может изменяться тот или иной размер. Допуски имеют жизненно важное значение, поскольку они признают, что ни один производственный процесс не является идеальным. Они определяют диапазон, в пределах которого измерение может отклоняться, но при этом оставаться приемлемым.
Связанный:Допуски в обработке с ЧПУ
Таблица: Различные элементы чертежа, связанные с точностью и аккуратностью
Типы допусков на чертежах Двусторонняя толерантность Обозначает верхний и нижний предел 10±0.5 означает, что диапазон составляет от 9.5 до 10.5.
Односторонняя терпимость Допускает только одностороннее отклонение 10+0.5 означает от 10 до 10.5.
Учет допусков Индикация размеров Обычно указывается рядом с размером Диапазон или символы на чертеже
Символическое обозначение Символы или примечания обозначают определенные допуски. Символы или примечания, связанные с допусками
Элемент рисования Размерные линии Детализация подразделений Диапазон или символы
Геометрические детали Справляется со сложностью дизайна Особые примечания для точного представления
Аннотации Уровень детализации информации Символы или специальные примечания, относящиеся к допускам
Эта таблица должна сделать информацию более прозрачной и организованной, помогая читателям понять взаимосвязь и различия между элементами, связанными с допусками в инженерных чертежах.
Взаимодействие точности, аккуратности и толерантности
Хотя эти термины часто переплетаются, они выполняют разные роли:
Таблица: Понятия и их различия
сравнение Аспект 1 Аспект 2 Пример/пояснение
Точность против точности Деталь-ориентированных Ориентированный на корректность Чертеж: точный в деталях, но может не соответствовать реальным измерениям.
Точность против допуска Соответствие ценности Допустимое отклонение Размер: соответствует дизайну, но может выходить за пределы допустимого диапазона.
Точность против толерантности Уровень проработанности деталей Диапазон отклонения Высокая точность фиксирует незначительные отклонения, потенциально в пределах допусков.
Точность и аккуратность ProleanTech
Когда дело доходит до производства, нет места компромиссу в вопросах точности и аккуратности. В ProleanTech мы понимаем важность этих двух столпов для достижения оптимальных результатов для наших клиентов.
Если вам нужны сложные компоненты для аэрокосмической промышленности или деликатные детали для медицинских приборов, ProleanTech гарантирует, что каждый продукт будет одновременно точный и точный. Наша приверженность качеству не ограничивается только обеспечением точности измерений; Речь идет о том, чтобы гарантировать, что каждый продукт, который мы производим, соответствует самым высоким стандартам качества.
Почему стоит выбрать ProleanTech ради точности и аккуратности?