Потери в системе бережливого производства
В современном бизнесе к потерям относят такие операции, на которые приходится тратить время и ресурсы, при этом ценность товара или услуги для потребителя не повышается. Целью бережливого производства является учет, анализ и устранение всех потерь в процессе работы предприятия.

Японским инженером и предпринимателем Тайити Оно было предложено семь концепций потерь, к которым, немного позднее, американские исследователи управления добавили еще три. В итоге в настоящее время различают десять видов потерь.
Ненужные перемещения рабочих
Возникновение потерь этого вида происходит за счет:
- нерациональной или неправильной организации рабочих мест;
- лишних движений работников с целью поиска нужного инструмента, приборов, приспособлений и т.д.
Как произвести учет всех потерь при внедрении системы бережливого производства?
Для этого потребуется провести «фотографию» рабочего дня каждого сотрудника, а при необходимости, нескольких смен. При этом осуществляется подробная фиксация времени, которое он тратит на перемещение от места выполнения работ к месту хранения инструмента и заготовок, поиск нужного из общей массы.
Затем полученный результат умножается на количество сотрудников и число рабочих смен в календарном году. Благодаря такому подходу владелец бизнеса или руководитель может определить, какие потери несет компания из-за лишних движений.
Рассмотрим пример устранения ненужных перемещений сотрудников.
На предприятии автомобильной сферы на одном из производственных участков хранение инструмента осуществлялось в общем шкафу. После проведения сменно-встречного собрания и получения задания работники подходили к нему, брали один инструмент, а затем в течение дня по мере надобности осуществляли его замену на другой. Так, за смену около 15 % рабочего времени приходилось на перемещение до инструментального шкафа и назад.
В целях устранения потерь для каждого рабочего на его непосредственном рабочем месте изготовили небольшие тумбы для хранения инструмента, необходимого при выполнении работ. В итоге за счет одного улучшения были сокращены потери рабочего времени на перемещение людей, а их рабочее место стало более удобным. В результате показатели производительности труда были увеличены на 15 %.
Необоснованная транспортировка материалов
Здесь имеются в виду потери, возникающие вследствие перемещения материалов, не добавляющее ценностей конечному продукту. Причинами возникновения таких ситуаций являются:
- Перемещение материалов между подразделениями предприятия, которые расположены на большом расстоянии друг от друга.
- Нерациональное и неэффективное расположение и планировка зданий и помещений.

Как посчитать возникающие потери?
Для этого необходимо представить заготовку, привезенную на склад материалов или в цех подготовки производства, и мысленно проделать весь путь, который она пройдет в процессе дальнейшей обработки до выхода готового продукта.
В результате будет известно расстояние, пройденное в технологической цепочке работ, сколько циклов подъема и опусканий перенесет полупродукт, как много времени и ресурсов на это затрачивается. Кроме того, из-за перемещений возможно ухудшение его качества (вмятины, сколы, трещины и т.д.). Затем нужно полученные потери актуализировать в соответствии с годовым количеством заготовок.
Пример устранения потерь с учетом системы бережливого производства на предприятии.
На предприятии автомобильной отрасли при изготовлении крупногабаритного корпуса, согласно технологической инструкции производства работ, деталь дважды приходилось перемещать на участок сварки. Это обуславливалось тем, что сначала корпус сваривали из отдельных сегментов, произведенных на механическом участке, затем его перевозили опять к механикам для обработки поверхностей.
Далее на обработанное изделие на сварочном участке приваривали сборочную единицу и в очередной раз перемещали на мехучасток для обработки швов. Налицо нерациональное использование рабочего времени, которое тратилось не только на перемещение обрабатываемой детали, но и на ожидание погрузчика. Специалисты по развитию системы бережливого производства предложили организовать сварочный пост рядом с участком механической обработки в непосредственной близости от электротележки.
В результате высвобождаются услуги погрузчика, так как погрузочно-разгрузочные работы осуществляются кран-балкой, а перемещение на значительно меньшее расстояние – электротележкой. Итогом всех этих совершенствований является экономия времени в размере 415 минут в месяц. Этого времени хватит на изготовление двух дополнительных корпусов.
Ненужная обработка
Такие потери возникают при наличии бесполезных свойств товара для заказчика. Это может быть в случаях:
- когда производится товар с ненужными или избыточными для потребителя функциями;
- изделия имеют необоснованно сложную конструкцию;
- применяется дорогая упаковка товара.
Как определить потери?
Для этого нужно посетить покупателя (заказчика) или поговорить с ним по телефону и узнать, как он собирается применять вашу продукцию. Если вы являетесь производителем деталей, то следует посмотреть, как у заказчика происходит монтаж изделия и сопутствующие операции. Это делается для того, чтобы узнать, какие конструктивные элементы или свойства материала не используются.
Помимо ваших наблюдений, следует обязательно обговорить с монтажниками или покупателем, что на их взгляд лишнее или второстепенное. После этого вы сможете оценить, какие потери ежегодно несет ваша организация на обеспечение никому не нужных свойств.
Пример устранения потерь в соответствии с системой 5S бережливого производства. На предприятии по изготовлению автобусной техники окраска всех поверхностей осуществлялась в соответствии с высшим классом точности. После общения с большинством покупателей выяснили, что это никому не нужно. В технологический процесс внесли изменения по снижению класса точности окраски невидимых и скрытых поверхностей. В результате проведенных мероприятий издержки предприятия сократились на значительную сумму.
Время ожидания
В соответствии с системой управления бережливым производством, эти потери вызваны простоями оборудования, машин или работников, которые объясняются ожиданием необходимых материалов или информации, времени начала следующей операции и т.д. Причины возникновения такой ситуации могут быть разными:
- сбои в логистических цепочках по доставке материалов, сырья и запасных частей;
- выход оборудования из строя;
- отсутствие необходимой документации;
- ожидание решений вышестоящего руководства;
- сбои в работе программного обеспечения.

Как посчитать возникающие потери?
Необходимо проводить подробную «фотографию» работы как персонала предприятия, так и оборудования. В результате появляется информация о том, сколько времени в течение рабочей смены простаивала техника из-за поломок и иных причин, сколько трудящихся было в вынужденном простое из-за отсутствия заготовок, инструмента и т.д. Затем время простоя оборудования и сотрудников нужно умножить на годовое количество рабочих смен. Это и будут потери.
Пример устранения потерь согласно системе 5S бережливого производства. В одном цехе завода по изготовлению автомобилей часть оборудования простаивала длительное время из-за неисправностей. Простои удалось уменьшить после того, как оборудование перестали отправлять в ремонт и открыли пункт устранения неполадок непосредственно на территории цеха.
Если станки ломались, то рабочий давал заявку ремонтникам, после чего последние оперативно устраняли неисправность. В результате время простоев оборудования и людей значительно сократилось.
Скрытые потери от перепроизводства
Этот вид потерь считается самым опасным, так как его следствием является возникновение других потерь. Но, несмотря на это, многие организации практикуют изготовление чего-либо в больших объемах, чем это нужно заказчику. Причинами появления потерь от перепроизводства являются:
- планирование производства с полной загрузкой оборудования и всего персонала;
- изготовление товара большими партиями;
- производство заведомо большего объема продукции;
- изготовление товара, на который нет спроса;
- дублирование работ.
Как посчитать потери?
В первую очередь необходимо определить количество невостребованного товара, который лежит на складе в течение месяца, квартала и года. Стоимость всей этой продукции является замороженным активом или неработающим капиталом. Помимо этого, деньги тратятся на содержание и обслуживание складских помещений. При хранении товар может испортиться. Сложив вместе все эти потери, появляется осознание того, сколько компания теряет средств, времени и ресурсов.
Пример устранения потерь в соответствии с организацией системы бережливого производства. На предприятии, изготавливающем запасные части для автомобилей, планирование объема производства осуществлялось исходя из количества сотрудников и загрузки станочного парка. Таким образом, техника работала на износ, объемы производства росли, и происходило затоваривание складов.
Руководство компании полностью пересмотрело концепцию организации изготовления товара после изучения потребительского спроса и показателей прибыли, характерных для каждого вида продукции. В результате от производства нерентабельной продукции пришлось отказаться, а освободившиеся мощности переориентировать на выпуск товара, который пользуется повышенным спросом. Итогом всех этих действий стало устранение потерь от перепроизводства и значительное увеличение прибыли.
Лишние запасы
Появление на складах излишков свидетельствует о том, что происходит закупка впрок сырья и материалов. В такой ситуации система менеджмента бережливого производства озвучивает появление следующих видов потерь:
- повышенная оплата за аренду складов;
- увеличение расходов на заработную плату сотрудников склада;
- ухудшение характеристик сырья и материалов из-за их длительного хранения;
- незавершенное производство.
Как посчитать потери?
Необходимо определить, сколько на предприятии хранится запасов, которые понадобятся на производстве только через неделю, сколько будет стоить их хранение. Также следует провести ревизию складов на предмет того, какое сырье уже не будет востребовано для изготовления продукции и как много испорченного материала есть в наличии. Таким образом, появляется возможность узнать, сколько средств компании находятся в замороженном состоянии и сколько стоили испорченные материалы.
Ниже приведен пример устранения потерь в соответствии с совершенствованием системы бережливого производства.
На предприятии, производящем автобусы, объем незавершенного производства составлял 16 дней. На сборочном участке ситуация со снабжением была организована из рук вон плохо, так как комплектующих одного вида было очень много, а другого, наоборот, не хватало.
В срочном порядке на участке был налажен процесс поставки необходимых комплектующих в количестве, соответствующему плановому заданию. В результате выпуск готовой продукции увеличился, появилась дополнительная прибыль, благодаря которой было закуплено современно оборудование и увеличен фонд оплаты труда.
Дефекты и их устранение
Причинами таких потерь являются устранение брака или полная переделка продукции.

Как осуществить подсчет потерь в соответствии с lean-системой бережливого производства?
Необходимо посчитать, какое количество брака на предприятии производится в месяц, квартал и год. Сколько средств затрачивается на его утилизацию или переделку? Важно осознавать, что заказчик оплачивает только годную продукцию, таким образом, эти расходы ложатся на плечи компании.
Пример устранения потерь. На предприятии пищевой отрасли количество дефектной продукции было очень большим: коржи-полуфабрикаты для тортов не имели нужный товарный вид. В связи с этим был усовершенствован технологический процесс, стали применяться новые методы контроля качества производства, а именно, в случае сбоя моментально срабатывает сигнализация и конвейер останавливается. Проблема устраняется в сжатые сроки и работа возобновляется. В результате количество брака на предприятии сократилось на 80 %.
Потери творческого потенциала
Здесь идет речь об игнорировании идей работников, направленных на улучшение производственного процесса, обеспечение безопасных условий труда, а также иных операционных улучшений.
В качестве примеров можно привести следующие ситуации:
- рутинную работу приходится выполнять квалифицированным специалистам;
- предлагаемые сотрудниками полезные идеи и изменения не принимаются вышестоящим руководством;
- невнимательное отношение к работникам (например, начальнику некогда выслушать идею в данный момент, а потом или забыл, или сотрудник постеснялся второй раз подойти) приводит к потере возможности усовершенствования чего-либо.
Рассмотрим пример операционных улучшений на примере сварочного производства предприятия по выпуску автомобилей. Молодой, но грамотный специалист, недавно устроившийся в данную организацию, сразу определил несовершенство работающей технологии. Оно заключалось в перемещении стапеля кран-балкой. По его мнению, данную операцию было бы логичнее выполнять с помощью воздушной подушки. Такое нововведение позволит переносить стапель одним работником намного быстрее.
Но озвучивание своего предложения непосредственному начальнику, мастеру участка, ни к чему не привело. В ответ сотрудник услышал совет не совать нос в отработанный процесс и лучше выполнять свои обязанности.
Повторные попытки донести свою мысль также не принесли никакого результата. Через какое-то время, при плановом обходе предприятия руководящим составом, директор предприятия, знавший всех сотрудников, подошел спросить у новичка об условиях работы, наличии трудностей или проблем. Молодой специалист озвучил свою идею, которая понравилась руководителю, и он дал добро на ее реализацию. В результате экономический эффект от ее внедрения составил 1 млн. руб. в год.
Неравномерность выполнения операции
Все эти виды потерь при построении системы бережливого производства необходимо минимизировать, а в идеале – полностью устранить, без выделения дополнительного финансирования. Это скажется на улучшении качества производимого продукта и снизит его стоимость.
Сложности «Бережливого производства»
Трудность применения данных концепций на российских предприятиях связана с проблемами, которые мешают использованию принципов и идей таких систем, подобных методик и разработок.
Такие препятствия классифицируются на:
- внутреннего плана;
- внешнего плана.
Негативно влияют на внедрение, усовершенствование или создание таких концепций на производстве:
- нехватка нужной информации;
- ее двойственные термины и понятия;
- недостаток возможностей и ресурсов;
- сложности в финансовом и экономическом состояниях организаций;
- неприятие преобразований сотрудниками.
В Европейских странах мира развиваются методики, философские концепции, инструменты и новейшие подходы. Это приводит к появлению многообразия среди производственных систем.
«Бережливое производство: производственные системы» 👇
Правила внедрения
Для воплощения описываемых методов в условиях реальных рабочих процедур, человек, осознавший преимущества, получаемые по ходу решения задачи, должен начать с базовых понятий. Основополагающие тезисы такого «мировоззрения» представляются в максимально простом, и, изначально тривиальном варианте. Однако их повсеместное превращение в практику реальной компании — это достаточно трудный результат, прийти к которому можно только в случае приложения немалых усилий.
Инструменты бережливого производства
Чтобы следовать принципам lean в управлении предприятием, используют особые инструменты бережливого производства. Это ряд правил и методов, которые были признаны эффективными во многих компаниях мира. Некоторые инструменты lean-концепции переросли в самостоятельные управленческие методики.
Например, система кайдзен из элемента lean-методологии превратилась со временем в своеобразную философию управления предприятием, основанную на идее непрерывного совершенствования деятельности компании.
В управленческую концепцию кайдзен входят действия по улучшению качества продукции, постоянному обновлению производственных технологий, повышению компетентности персонала и совершенствованию корпоративной культуры. В современном менеджменте кайдзен используется как в рамках lean production, так и самостоятельно.
Еще одно направление в японском менеджменте, которое относится к инструментам бережливого производства, – метод канбан. Этот инструмент используется на предприятиях для устранения потерь, связанных с лишними запасами.
В компаниях, практикующих канбан, материальные ресурсы закупаются ограниченными партиями и поставляются непосредственно в производственные цеха, минуя склад. Объемы поставок регулируются исключительно количеством заказов на производство продукции, что позволяет не хранить лишние запасы.
Схожий механизм имеет система Just in Time (JIT, точно в срок), которая позволяет избежать потерь, связанных с перепроизводством. Суть метода заключается в изготовлении в определенный промежуток времени только обеспеченного заказами объема продукции на каждом этапе технологической цепочки
Второе название метода JIT– «вытягивающее производство». В процессе изготовления деталей и готовой продукции необходимые объемы «вытягиваются» потребностями внутреннего заказчика — следующего производственного этапа, и внешнего заказчика – конечного потребителя.
Потери, связанные с неправильной организацией рабочего пространства, позволяет минимизировать метод 5S. Название системы формируется из пяти слов, обозначающих принципы наиболее рациональной организации рабочего места, которые на японском языке начинаются на букву «С» — совершенствование, чистота (уборка), сортировка, стандартизация, удобное расположение инструментов.

Организация рабочего пространства по системе 5S. Источник
Сократить материальные и временные потери помогает система всеобщего ухода за оборудованием (TPM, Total Productive Maintenance). Метод предусматривает регулярные профилактические осмотры инструментов и оборудования, которые помогают предотвратить поломки и простои. Профилактическое обслуживание и уход за оборудованием также дают возможность реализовать принцип максимально эффективного использования имеющихся ресурсов, который является одним из основных в концепции бережливого производства.
Бороться с дефектной продукцией и поломками техники помогает метод с эксцентричным названием пока-ёкэ (poka yoke, «защита от дурака», «защита от ошибки»). Это система мер, которые направлены на моделирование возможных ошибок на производстве, связанных с человеческим фактором. Например, станки оборудуют сигнализацией или датчиком блокировки, которая срабатывает при неправильной установке детали при ее обработке.
Я перечислила только основные и наиболее часто используемые инструменты концепции бережливого производства. Есть еще вспомогательные методики, которые используются в различных комбинациях и служат для улучшения работы персонала и эффективного обмена информацией между сотрудниками (картирование производственного процесса, визуализация), для контроля качества продукции (диаграмма Исикавы, метод «пяти почему» и др), для стандартизации работы предприятия и т.п.
11 популярных методов и инструментов бережливого производства
Понятие «бережливое производство» не заключается в одной методике или даже в группе методик. Более корректно будет назвать это философией, в рамках которой допустимо применять различные методы. Ниже приведены 11 наиболее востребованных инструментов технологии Lean.
Система TPM или Total Productive Maintenance
Дословный перевод с английского языка звучит как «всеобщий уход за оборудованием». Суть системы TPM заключается в поддержке оборудования в работоспособном состоянии за счет регулярных профилактических работ. Такой подход к организации производства позволяет обеспечить безаварийный режим труда и избежать задержек.
Пользуясь данной системой ТРМ, можно снизить потери, связанные с возникновением брака и ожиданием.
Система 5S
Эта технология поддерживает создание эффективного рабочего места. Целью 5S является наведение порядка на рабочих местах сотрудников, поддержание чистоты и укрепление дисциплины. Включает в себя пять принципов организации рабочего места, которые заключаются в сортировке, рациональном расположении, уборке, стандартизации и совершенствовании.
С ее помощью устраняются потери, возникающие из-за лишних этапов обработки, избыточных перемещений, брака и ожидания.
Система SMED или Single Minute Exchange of Dies
На языке первоисточника эта система звучит как «смена штампа за одну минуту». Здесь идет речь о замене пресс-форм на производстве. В данном случае SMED – это набор методик и техник, целью которых является ускоренная переналадка технологического оборудования.
С помощью системы SMED бережливого производства происходит устранение потерь от брака и ожидания.
Система JIT или Just in Time
Дословный перевод этой системы — «точно в срок». При таком подходе к производству каждый компонент технологической цепочки поступает на рабочее место в то время, когда он действительно необходим. Работа организована таким образом, чтобы не было простоев оборудования и персонала, при этом избытка сырья и материалов тоже не должно возникать.
Рассмотрим эту систему на примере ателье. Платье или костюм шьются в тот день, когда клиент готов их забрать. Just in Time работает как в производстве, так и в логистике, и иных отраслях.

Применение системы точно вовремя бережливого производства позволяет устранить потери от перепроизводства, излишних складских запасов, ненужной транспортировки и ожидания.
Дзидока
Это понятие объединяет группу методик, которые применяются для устранения дефектов, брака и необходимости переделывать конечный продукт.
Одна их методик носит название «пока-ёкэ» – poka-yoke. В переводе это звучит как «защита от ошибок», но в русском языке более популярна транскрипция – «защита от дурака».
Принцип действия заключается в следующем: производителем разрабатывается устройство, методика или техническая модификация, с помощью которых происходит снижение рисков или защита от брака. Например, все раковины оснащаются дополнительным отверстием для слива в верхней части, что не дает вытекать воде при закупорке основного слива.
С помощью этой японской системы бережливого производства происходит устранение потерь от излишних перемещений, ожидания и брака.
Вытягивающее поточное производство или Pull Production
Применение данной системы характеризуется тем, что объем продукта на каждом этапе производства определяется только потребностями последующих этапов. На финальной ступени значимым является спрос заказчика.
При таком подходе происходит устранение потерь из-за излишнего производства, ненужных этапов обработки, лишней транспортировки, ожидания и излишков запасов.
Картирование потока создания ценности
Карта потока создания ценности представляет собой простую и наглядную графическую схему, на которой отображаются все критические шаги, необходимые для производства товара или предоставления какой-либо услуги. Для каждого этапа характерно определение потребности во всех ресурсах, в том числе и времени.
Картирование потока заключается в последовательном прохождении нескольких этапов. В первую очередь необходимо создать карту текущего состояния, после чего производят анализ потока производства. Затем происходит зарисовка карты будущего состояния, и разрабатывается план по улучшению.
С помощью картирования потока происходит устранение потерь из-за излишней обработки, ненужных перемещений и ожидания.
Kanban
Этот популярный инструмент постепенно мигрировал из бережливого производства системы канбан в управление процессами и проектами. Представляет собой визуализированный инструмент, в котором лист делится на несколько столбцов, соответствующих различным этапам производственного процесса. Наиболее часто они звучат следующим образом «Что делать», «В работе», «Готово». Количество столбцов зависит от задач, которые поставлены перед сотрудниками.
В горизонтальном направлении лист разделен на строки, в которых прописывают работников, команды или подразделения. Все запланированные к выполнению задачи должны быть распределены между столбцами и строками. С помощью канбан происходит отслеживание задач и распределение нагрузки между участками или сотрудниками.
Применение этого инструмента позволяет устранить потери из-за ожидания и излишних перемещений.
Визуализация
Здесь идет речь о том, как сделать работу на предприятии наглядной.
Наиболее популярным методом визуализации является выделение контурами тех мест, где хранятся инструменты или запасные части. Еще одним способом считается цветовая маркировка, когда с помощью цветового решения можно что-то обозначить, например, различный тип инструментов или его принадлежность к определенным процессам.
К другим методам визуализации относятся:
- использование дорожных знаков;
- графические инструкции по выполнению различных операций;
- информационные стенды для сравнения «было-стало».
Здесь происходит устранение потерь, которые могут возникнуть из-за ненужного перемещения или ожидания.
U-образные ячейки
Данный метод заключается в том, что оборудование на участке или в цехе располагается в форме буквы U. Поэтому последний этап обработки происходит рядом с первым, благодаря чему оператору станков не нужно много перемещаться для начала изготовления следующей детали.
С помощью этого метода происходит эффективное устранение потерь, связанных с ненужной транспортировкой, излишним перемещением и избытком запасов.
QFD-анализ
При проведении такого анализа происходит трансформация всех пожеланий и ценностей клиентов в свойства и функции товара. Одновременно с этим, те характеристики, которые не имеют никакого значения для конечного продукта, удаляются. Все это приводит к снижению потерь.
История появления «Производственных систем»
Зарождение концепции «Производственных систем» возникло 60 лет назад, и за эти годы она испытала быстрый подъем. В России данная концепция недавно набрала свою известность. За последние годы, начиная с 2000-х годов, определяется увеличение позитивной динамики. Успеха добиваются многие фирмы благодаря такой системе.
Сферы применения lean-методологии
Несмотря на свое название, бережливое производство применяется не только на промышленных предприятиях. Сферы применения lean-методологии могут быть самыми разными, и опыт мировых и российских компаний из разных отраслей это подтверждает.
Банковское дело. Далеко за примером ходить не придется. Один из банков, внедривших бережливую систему еще в 2008 году, – российский Сбербанк. Внедрение бережливой концепции оказалось для компании выгодным решением: уже в первые два года объем розничных продаж продуктов банка увеличился в четыре раза, а очереди в отделениях сократились на 35% (данные экономического обозревателя «Независимой газеты»).
Информационные технологии. Разработчики программного обеспечения также используют lean-методологию, и один из самых успешных и известных примеров – компания Intel. Менеджмент компании сделал ставку на усиление контроля качества продукции, оптимизацию логистики и сокращение объемов производства до уровня, обеспеченного фактическими заказами. В итоге сроки поставки микрочипов на заводы сократились с трех месяцев до десяти дней.
Медицина и здравоохранение. Пример внедрения методов lean в здравоохранении – российский федеральный проект «Бережливая поликлиника». Начиная с 2016 года в российских регионах стали появляться медицинские учреждения, которые взяли за основу принципы бережливого производства. Цель проекта — создать в России сеть поликлиник, ориентированных на комфорт пациентов, высокую скорость и качество медицинского обслуживания, общедоступность квалифицированной врачебной помощи. Согласно проекту, до 2024 года в России должно появиться 7 тысяч бережливых поликлиник (данные журнала Vademecum).
Реализация концепции lean в сфере здравоохранения: информационный стенд в одной из российских бережливых поликлиник
Почта и логистика. Снижение затрат при транспортировке грузов и пересылке вещей актуальная задача как для бизнеса, так и для обычных людей. Никому не хочется тратить деньги на лишние перемещения и возмещать убытки при повреждениях во время перевозки. Стратегия lean-логистики предусматривает минимизацию всех видов потерь во время транспортировки. В своей работе ее используют многие логистические компании, в том числе известная во всем мире FedEx. Бережливую концепцию вводили также на «Почте России». Насколько успешно, пока сказать сложно.
Lean-методология как концепция управления предприятием имеет много отраслевых вариантов. При правильной адаптации под нужды конкретной организации можно добиться ощутимого повышения эффективности работы. Поэтому внедрение бережливого производства на предприятиях нередко поддерживается государственными органами.
Государственные программы по стимулированию внедрения lean-технологий существуют в США, Великобритании, Индии, Казахстане и других странах. В России в 2017 году в соответствии с Приказом Минпромторга России от 20.06.17 №1907 «Об утверждении Рекомендаций по применению принципов бережливого производства в различных отраслях промышленности»была разработана серия ГОСТов по бережливому производству.
Пока российский рынок отстает от рынка других развитых стран по показателю внедрения бережливой концепции в пять-шесть раз, но ситуация постепенно меняется (данные портала «Управление производством»).
И это к лучшему. Стратегия минимизации издержек на всех уровнях — от топ-менеджмента до рабочих конвейера, строго рациональный подход к использованию ресурсов и максимальная ориентация на запросы потребителей в совокупности помогают повысить эффективность предприятий.
Сущность бережливого производства
Бережливое производство (lean production) – концепция менеджмента организации, в основе которой лежит постоянное стремление к устранению всех видов потерь совместными силами всех сотрудников организации, нацеленное на достижение максимального уровня удовлетворенности потребителей.
Истоки бережливого производства находятся в японских компаниях. Американские исследователи, изучая производственную систему компании Toyota, интерпретировали идеи, лежащие в ее основе, и разработали концепцию бережливого производства. Сущность бережливого производства заключается в обобщении и взаимной интеграции ряда управленческих практик из области логистики, управления запасами, мотивации сотрудников и управления качеством.
![]()
Сдай на права пока
учишься в ВУЗе
Вся теория в удобном приложении. Выбери инструктора и начни заниматься!
Получить скидку 4 500 ₽
Изначально концепция бережливого производства предназначалась для совершенствования деятельности производственных предприятий. Сейчас ее инструменты используются также сервисными компаниями.
Бережливое производство направлено на удовлетворение потребительского спроса при условии повышения качества производимой продукции. Эти цели достигаются путем оптимизации размеров заказов, уровня запасов, а также постоянным повышением квалификации сотрудников и внедрением различных технологий, позволяющих интегрировать производственную цепь предприятия с цепями партнеров и поставщиков.
Различные компании в своей деятельности реализуют концепцию бережливого производства различными способами. Одни организации акцентируют свое внимание на мотивации и повышении квалификации сотрудников, а другие – на технологическом совершенствовании производственных процессов.
Концепция бережливого производства предполагает разделение всей деятельности организации на операции и процессы. При этом каждая операция добавляет потребительскую ценность или не добавляет ее. Применение инструментов бережливого производства нацелено на сокращение тех процессов, которые не добавляют ценности потребителям.
«Бережливое производство: цели и задачи» 👇
Готовые решения для всех направлений

Ускорьте работу сотрудников склада при помощи мобильной автоматизации. Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.

Мобильность, точность и скорость пересчёта товара в торговом зале и на складе, позволят вам не потерять дни продаж во время проведения инвентаризации и при приёмке товара.

Обязательная маркировка товаров – это возможность для каждой организации на 100% исключить приёмку на свой склад контрафактного товара и отследить цепочку поставок от производителя

Скорость, точность приёмки и отгрузки товаров на складе — краеугольный камень в E-commerce бизнесе. Начни использовать современные, более эффективные мобильные инструменты.

Повысьте точность учета имущества организации, уровень контроля сохранности и перемещения каждой единицы. Мобильный учет снизит вероятность краж и естественных потерь.

Повысьте эффективность деятельности производственного предприятия за счет внедрения мобильной автоматизации для учёта товарно-материальных ценностей.

Первое в России готовое решение для учёта товара по RFID-меткам на каждом из этапов цепочки поставок.

Исключи ошибки сопоставления и считывания акцизных марок алкогольной продукции при помощи мобильных инструментов учёта.

Получение сертифицированного статуса партнёра «Клеверенс» позволит вашей компании выйти на новый уровень решения задач на предприятиях ваших клиентов..

Используй современные мобильные инструменты для проведения инвентаризации товара. Повысь скорость и точность бизнес-процесса.
Показать все решения
Бережливое производство — инструмент борьбы за эффективность
В России сконцентрировано много промышленных предприятий различных направлений. Одной из проблем этих предприятий является нерациональное использование ресурсов. Это приводит к тому, что себестоимость продукции превышает аналогичную у зарубежных конкурентов.
Для Выживания на рынке необходимо искать резервы по повышению эффективности производства. К сожалению, часть российских предприятий идут по пути сокращения операционных расходов за счет сокращения персонала без оптимизации бизнес-процессов. Это приводит к тому, что на сотрудников ложится дополнительный объем работы без повышения заработной платы, что в долгосрочной, а иногда и в краткосрочной, приводит к ухудшению качества продукции.
«Оптимизируй свой бизнес-процесс» — проще сказать, чем сделать! Сегодня у топ-менеджеров стол ломится от методов, стратегий, программ и лучших практик по оптимизации бизнес-процессов.
Но я хочу остановиться на гибридном решении, которое позволит Вам визуализировать существующие потери и сконцентрировать свое внимание на проблемах важных для Ваших клиентов. И это решение называется «Lean Six Sigma».
«Lean Six Sigma» — это американский Франкенштейн, объединивший в себе две методологии «Lean» и «Six Sigma». Методология «Lean» направлена на сокращение потерь и ускорение процессов, в то время как «Six Sigma» оперирует понятием удовлетворенность потребителя и направлена на снижение количество дефектов.
История появления и становления этих методологий весьма интересна и заслуживает отдельной статьи. Если будет интересно, то подготовлю отдельную статью по этой теме.
Если обратиться в компанию по обучению Lean 6 Sigma, то, в 99,9% случаев, в ответ Вы получите фразу: благодаря изучению «Lean Six Sigma» Вы узнаете, как оптимизировать бизнес-процесс.
Вот лишь часть результатов, которые дает применение «Lean Six Sigma» в мире:
- Рост производительности труда на 35-70%;
- Сокращение времени производственного цикла на 25-90%;
- Сокращение брака на 58-99%;
- Рост качества продукции на 40%;
- Увеличение времени работы оборудования в исправном состоянии до 98,87%;
- Высвобождение производственных площадей на 25-50%.
И если, Вы, глядя на эти результаты, подумали: вот сейчас внедрю и сразу решатся все проблемы, – то у меня для вас плохие новости! «Lean Six Sigma» не дает готовое решение Ваших проблем. Методология лишь позволит визуализировать Ваш процесс «как есть»!
Определить, что является потерей, а что нет, а уж тем более придумать как оптимизировать Ваш бизнес-процесс, Вам предстоит самим. «Lean Six Sigma»– есть способ изучения Ваших бизнес-процессов. Нового в нем ни чего нет – статистика, статистика и еще пару способов визуализации.
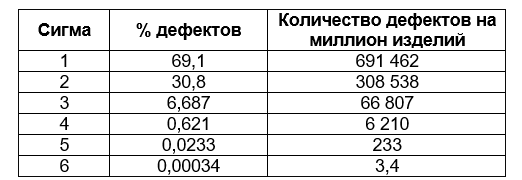
Работа на уровне «Шесть сигм» — это работа с 3,4 дефектными изделиями на миллион. Уровень дефектности 3,4 из миллиона это Выход годного на уровне 99,99966%. Многие скажут: достаточно и 99%, а в металлургии норматив ставят на уровне 96%. Давайте сравним Выход годного 99% и 99,99966%.
Давайте возьмем выход годного 99% (на металлургических предприятиях норматив выхода годного находится в диапазоне от 96% до 100%):
- потерянных писем на почте — 20 000 штук в год;
- ошибок в рецептах врачей — 200 000 штук в год;
- задержанных рейсов в аэропорту — 2 рейса в день.
Если взять 99,99966%, то результат будет совершенно иной:
- потерянных писем на почте — 6,8 штук в год;
- ошибок в рецептах врачей — 68 штук в год;
- задержанных рейсов в аэропорту -1 рейс в год.
Работа на уровне «Шесть сигм» позволяет получать значительную экономию на операции «контроль качества» или вовсе ее исключить, если Вы готовы жить с этим уровнем дефектности. Никто не спорит, что это нужная операция, но Вам за нее никто не заплатит!
В методологии нет ответа на вопрос: какой уровень дефектности применим для моего бизнеса? Найти ответ на этот вопрос Вам предстоит самим. Но как правило, у продукции есть ряд существенных характеристик, на которые влияют различные параметры, обеспечить необходимое качество, по каждой из этих характеристик, может только уровень «Шесть сигм». И Вы сами должны принять уровень дефектности, с которым Вы готовы мириться.
В таблице ниже приведен уровень дефектности в зависимости от уровня в сигмах:
Управленческий уровень
Управленческий уровень занимается созданием инфраструктуры для реализации проектов улучшений и развития системы бережливого производства в целом. На управленческом уровне происходит координация работы подразделений и именно на этом уровне слышен, так называемый, «Голос клиента».
«Голос клиента» – ожидание потребителя от Вашей продукции: качество, количество, сроки поставки, комплектация и другие параметры. Благодаря «Голосу клиента» «Lean Six Sigma» поможет Вам оптимизировать бизнес-процессы. Исходя из анализа «Голоса клиента» Вы поймете за что Клиент готов платить – все остальное Ваши убытки.
Типы потерь в бизнесе:
- Перепроизводство. Последствия: преждевременный расход сырья; дополнительные закупки материалов; избыточные запасы, потеря качества.
- Излишние запасы. Последствия: необходимость в дополнительных площадях; дополнительная рабочая сила; возможность повреждения и окончания срока годности; необходимость поиска.
- Излишняя транспортировка. Последствия: увеличение издержек на перемещение — повышение себестоимости; вероятность повреждения продукции при транспортировке.
- Излишние перемещения. Последствия: снижение производительности; повышение вероятности получения травмы.
- Простои и ожидание. Последствия: снижение производительности; повышение себестоимости.
- Излишняя обработка. Последствия: снижение производительности; повышение себестоимости.
- Дефекты и их устранение. Последствия: снижение производительности; повышение себестоимости.
- Неиспользование потенциала работников. Последствия: демотивация персонала; снижение производительности.
Внедрение «Lean Six Sigma» на управленческом уровне – отдельный вид сложного искусства балансировки на грани. Главное не перегнуть, внедряя ту или иную практику, особенно часто «эффективные» менеджеры перегибают с внедрением 5S: изменяют рабочее пространство так, что работать в нем становится невозможно. Как пример: на одном из предприятий я встретил штрафы за несоблюдение правил, которые в течение рабочего дня выполнять физически невозможно:
- Рабочее место: ремонтный стол гидравлических уравновешивающих устройств.
- Требование: отсутствие инструментов и рабочих жидкостей на полу и рабочем столе.
Первым делом, Вы как руководитель, будете создавать базовую инфраструктуру, позволяющую осуществлять стратегическое планирование развития бережливого производства в Вашем бизнесе:
1. Необходимо осуществить конфигурацию целей бизнеса и стратегии, исходя из текущего и желаемого состояний.
2. Создать структуру, которая займется развитием бережливого производства, а именно:
- разработает стратегию внедрения и развития бережливого производства, в том числе методологию и систему обучения персонала;
- стандартизует новые компетенции персонала;
- разработает и внедрит систему мониторинга и оценки достижения поставленных целей;
- разработает мотивационную и информационную составляющую для всего персонала.
Рабочий уровень
Рабочий уровень занимается достижением целей, установленных на управленческом уровне. На данном уровне сосредоточена вся работа по улучшению бизнес-процессов.
Первоочередной задачей рабочего уровня является снижение вариативности процесса. В Политехнических институтах СССР учили: каким бы плохим процесс не был, главное, чтобы он был стабильным! Только после стабилизации процесса можно говорить об его оптимизации.
Перед постановкой цели для рабочего уровня Вы должны убедиться всего в двух вещах:
- Процесс стабилен. Стабильно хорош, стабильно плох – значения не имеет. Вы должны, с вероятностью 99,9%, отвечать на вопрос: что произойдет с процессом при изменении вот этого параметра?
- Существующие инструкции выполняются в полном объеме. Большая часть проблем в России заключается в том, что инструкцию никто не открывал. В рамках обходов производств, при реализации проектов на металлургических предприятиях, я прошу продемонстрировать мне инструкции: технологические и рабочие. Первым делом я смотрю на внешний вид инструкции – на металлургическом предприятии, инструкция не может быть идеально чистой. Если меня «устраивает» ее внешний вид, я уже спрашиваю знание критических моментов технологии. В один из своих обходов в производственном цехе, я попросил старшего мастера дать мне его технологическую инструкцию, представьте мое удивление, когда он мне достал запечатанную инструкцию, которую никто не разу не открыл за полгода с момента ее выдачи.
Если Вы уверены, что эти два пункта выполняются в полной мере, то можете смело переходить к постановке целей для проекта.
Методология «Lean 6 Sigma» сконцентрирована на процессном подходе. Все начинается с простого уравнения, которое знакомо еще со школы:
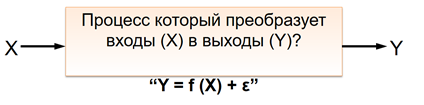
Х – входы в процесс: параметры настройки персонал, материалы, электричество, вода и так далее;
Y – выход из процесса, его результат;
f – функция, трансформирующая все входы в результат;
ε – ошибка, которую мы себе оставляем: неуверенность в возможности процесса получать необходимый результат (желаемый результат возможно лежит за физическими возможностями оборудования), а также неуверенность в нашей способности адекватно измерить входы Х.
Погрешность может возникнуть из-за нашей ошибки, а также из-за самого процесса.
Как правило, в «Lean 6 Sigma», погрешность устанавливается на уровне 5%. Входы преобразуются в выходы проходя через процесс. Ваша задача понять, как изменение входов влияет на выход из процесса. Необходимо проанализировать каждый результат через призму совокупности входов, процесса и погрешности. И если Вы сможете понять, как это все взаимосвязано – Вы сможете улучшить процесс.
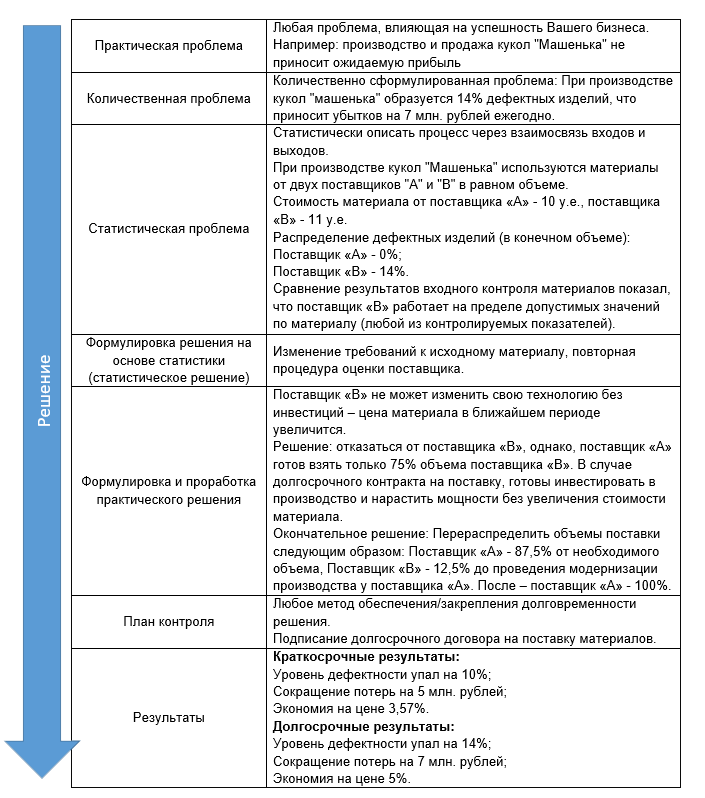
Проект начинается как некая практическая проблема, которую необходимо описать количественно. После выразить взаимосвязь входов и выходов статистически, на основе чего разработать статистическое решение. Схематически это выглядит так:
В реализации проектов «Lean 6 Sigma», как правило используются, следующие системы, инструменты и подходы:
— 5S;
— DMAIC;
— TPM;
— SMED.
5S
5S – система создания качественной и комплексной рабочей среды, применяемой для повышения уровня безопасности работы, производительности труда и качества его результатов. Система получила свое название от первых букв пяти японских слов:
Seiri – сортировка;
Seiton – систематизация;
Seiso – систематическая уборка;
Seiketsu – стандартизация;
Shitsuke – совершенствование (соблюдение).
Модные западные течения дополняют 5S понятием «Безопасность» (Safety) и именуют систему 5S+1. Принято считать, что система 5S зародилась в Японии, однако, при разработке методики использовались труды А.К. Гастева и СССР в сфере научной организации труда.
В рамках работы по 5S необходимо выполнить 5 последовательных шагов по итогам которых, Ваше рабочее место повысит Вашу рабочую эффективность.
TPM
Total Productive Maintenance (TPM) — это подход к управлению оборудованием на протяжении всего жизненного цикла, направленный на предупреждение отказов в его работе и снижение расходов на его обслуживание. Подход подразумевает, что ответственность за поддержание оборудования в исправном состоянии несут все работники, включая операторов, механиков, менеджеров и инженеров. TPM является системой, обеспечивающей идеальное совмещение эффективного использования производственных мощностей и затраты на поддержание их в рабочем состоянии за счет уменьшения поломок и простоев, а также увеличения производительности и совершенствования оборудования.
Целью внедрения TPM является устранение потерь:
- Выход из строя оборудования
- Высокое время переналадки и юстировки
- Холостой ход и мелкие неисправности
- Снижение быстродействия (скорости) в работе оборудования
- Дефектные детали
- Потери при вводе в действие оборудования.
SMED
SMED (Single Minute Exchange of Dies) — быстрая переналадка. Один из многих методов Бережливого производства, представляющий собой способ сокращения издержек и потерь при переналадке и переоснастке оборудования. Представляет собой набор теоретических и практических методов, которые позволяют сократить время операций наладки и переналадки оборудования. Изначально эта система была разработана для того, чтобы оптимизировать операции замены штампов и переналадки соответствующего оборудования, однако принципы «быстрой переналадки» можно применять ко всем типам процессов. Ярким примером SMED является pit-stop формулы 1.
DMAIC
DMAIC (аббревиатура от англ. define, measure, analyze, improve, control — определение, измерение, анализ, совершенствование, контроль) – подход к последовательному решению проблем, совершенствованию бизнес-процессов, используемый в управлении производством. Один из подходов, используемый в методологии «шести сигм». Согласно DMAIC, решение каждой задачи совершенствования процесса или устранения проблемы должно пройти через следующие этапы: define (определение), measure (измерение), analyze (анализ), improve (совершенствование) и control (контроль), для каждого из этапов в подходе предполагается конкретика, что необходимо осуществить на каждом из этапов. Считается, что именно такая последовательность обеспечивает структурированный подход, позволяющий пройти от определения сути проблемы к внедрению решений по совершенствованию с использованием лучших практик.
DMAIC, как и большинство методологий совершенствования основаны на цикле Деминга — PDCA (аббревиатура от англ. Plan, do, check, act).
В русском языке общепринят аналог аббревиатуры DMAIC — ОИАСК: определение — измерение — анализ — совершенствование — контроль.
На первом этапе — определение — необходимо определить заказчиков, обоснования проекта, рамки, цели и временные границы проекта.
На этапе измерение определяются основные метрики проекта, надёжность источника данных, актуальное состояние процесса.
Этап анализа заключается в исследовании возможностей процесса, причин проблемы, возможных рисков.
На этапе совершенствование осуществляется модификация процессов и систем, структурная декомпозиция работ.
Последний этап — контроль — предназначен для поддержания изменений процессов, подготовка отчётов и закрытия проекта.
На этом все, если кому-то будет интересно реально изучить каждый из инструментов и методик — предоставлю материал абсолютно бесплатно! Могу также тут сделать цикл обучающих статей от 5S до Lean 6 Sigma.
Задачи бережливого производства
Применение инструментов бережливого производства требует от компании создания соответствующей идеологии, миссии организации, а также формулировки задач для достижения целей. Каждая организация осуществляет процесс постановки задач индивидуально, в зависимости от своих потребностей и особенностей производства. Однако можно выделить ряд общих для всех организаций задач, необходимых для внедрения системы бережливого производства:
- Определение принципов выявления узких мест;
- Создание, контроль и оценка эффективности пилотных проектов;
- Разработка стандартов бережливого производства;
- Организация распространения лучших пилотных проектов на всю организацию.
Находи статьи и создавай свой список литературы по ГОСТу
Поиск по теме
Готовые решения для всех направлений
Ускорьте работу сотрудников склада при помощи мобильной автоматизации. Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Мобильность, точность и скорость пересчёта товара в торговом зале и на складе, позволят вам не потерять дни продаж во время проведения инвентаризации и при приёмке товара.
Обязательная маркировка товаров – это возможность для каждой организации на 100% исключить приёмку на свой склад контрафактного товара и отследить цепочку поставок от производителя
Скорость, точность приёмки и отгрузки товаров на складе — краеугольный камень в E-commerce бизнесе. Начни использовать современные, более эффективные мобильные инструменты.
Повысьте точность учета имущества организации, уровень контроля сохранности и перемещения каждой единицы. Мобильный учет снизит вероятность краж и естественных потерь.
Повысьте эффективность деятельности производственного предприятия за счет внедрения мобильной автоматизации для учёта товарно-материальных ценностей.
Первое в России готовое решение для учёта товара по RFID-меткам на каждом из этапов цепочки поставок.
Исключи ошибки сопоставления и считывания акцизных марок алкогольной продукции при помощи мобильных инструментов учёта.
Получение сертифицированного статуса партнёра «Клеверенс» позволит вашей компании выйти на новый уровень решения задач на предприятиях ваших клиентов..
Используй современные мобильные инструменты для проведения инвентаризации товара. Повысь скорость и точность бизнес-процесса.
Показать все решения
Понятие производственных систем
«Производственная система» – показывает течение процессов и операций, связанных с увеличением ценности конечной продукции, учитывающая при этом потери и убытки производства.
Данные системы содержат в себе закупки продукции, внедрение новых технологий, а также финансовые отношения, потребительские коммуникации, продажи, процессы производства и т.п. В таких системах человек – главный элемент, а его дополняют все разновидности механизированных процессов.
Производственная система – это комплекс методических и технологических инструментов, производственных концепций развития. Охватывает в себе все процессы, необходимые для обработки входного сырья в готовую продукцию на выходе.
![]()
Сдай на права пока
учишься в ВУЗе
Вся теория в удобном приложении. Выбери инструктора и начни заниматься!
Получить скидку 4 500 ₽
Применение системы бережного производства в управлении предприятием
Стратегия, основанная на принципиальных характеристиках Lean Manufacturing, предполагает, что большинство современных компаний занимаются выпуском товаров и предоставлением услуг с минимальной степенью эффективности. По описываемой методике, все существующие в настоящем времени организации, работают только на 10% от своих реальных возможностей.
Показатели, представляющие собой отношение временных параметров, затрачиваемых на изготовление продукции, к общей длительности процесса, нуждаются в постоянном улучшении. Проще говоря, большая часть рабочих результатов увеличивает ценность продукта только в районе десяти процентов от всего доступного времени. Остальные сроки попросту не оптимизированы — они уходят на то, что в конце концов не понадобится итоговому потребителю.
Понять, программу бережливого производства и что это такое в принципе, можно благодаря нескольким исследованиям. Например, в книге Эрика Риса «Бизнес с нуля», приводятся эмпирические доказательства того, что формирующие ценностные характеристики процедуры практически никогда не могут быть улучшены в плане увеличения эффективности. Зато оптимизации поддаются все остальные виды работ. При этом отличным образом работает «Закон Парето», в соответствии с которым небольшое количество усилий дает заметный результат.
Принципы бережливой концепции
Основополагающие принципы бережливой концепции на первый взгляд довольно просты. Однако они сводятся к ряду процессов, которые невозможно запустить и реализовать без тщательного планирования и ответственного отношения к нововведениям всех сотрудников предприятия.
Переход на бережливую систему включает в себя несколько этапов:
Определение ценности продукта/услуги с точки зрения потребителя. На данном этапе отделяют действия производственной цепочки, которые несут ценность для потребителей, от действий, которые нужны только производителю.
Определение оптимального порядка действий для создания ценного продукта. Формирование производственной цепочки от момента планирования до поставки готового продукта потребителю с учетом минимизации всех возможных потерь.
Формирование непрерывного потока действий по созданию ценного продукта. Непосредственная перестройка производственного процесса. На этом этапе работу сотрудников выстраивают в соответствии с lean-концепцией: убирают или сокращают операции, которые не создают ценности для потребителей, оптимизируют порядок действий с целью минимизации простоев и ожиданий, вводят недостающие технологические и производственные мощности и т.п.
«Вытягивание» продукта потребителями. Этот специфический термин означает, что компания должна производить только тот продукт, который нужен потребителям, и только в том количестве, которое им необходимо.
Постоянное совершенствование производственного процесса. Бережливая система вводится на постоянной основе, а не ограничивается разовой оптимизацией. Все сотрудники предприятия задействуются в улучшении работы компании и в устранении потерь там, где это возможно.