Изобретение относится к области электротехники, и может быть использовано при изготовлении катушек электрических машин и трансформаторов, а также в других областях техники, где применяются намотка профилей прямоугольного сечения на ребро.
При изготовлении электрических машин и трансформаторов в некоторых случаях возникает необходимость применения катушек, намотанных из полосы прямоугольного сечения на ребро. В процессе намотки таких катушек полоса под действием различных усилий стремится повернуться и расположиться плашмя. Чтобы избежать этого применяют различные станки и приспособления.
Известно устройство для намотки полосового провода на ребро при изготовлении электрических катушек (SU №660107, 30.04.1979), содержащее намоточную оправку с зажимом для закрепления конца провода и корпус с направляющими роликами. Недостатком указанного устройства является высокая сложность конструкции, что делает нерациональным его использование в единичном и мелкосерийном производстве, а также зависимость размеров некоторых деталей от размеров наматываемых катушек.
Наиболее близким аналогом является устройство для навивки полосы в спираль на ребро (SU №1225642 A, 23.04.1986), содержащее оправку с кольцевым выступом и приводом вращения, приспособление для зажима переднего конца полосы на оправке, направляющий ролик для полосы и ролик, формирующий спираль и имеющий кольцевой выступ с рабочим торцом, перпендикулярным оси ролика, с приводами перемещения этого ролика параллельно и перпендикулярно оси оправки. Недостатками данного устройства являются:
– высокая сложность конструкции, включающей в себя множество деталей и упорный подшипник, что затрудняет применение устройства в единичном и мелкосерийном производстве;
– отсутствие возможности регулировки шага намотки; намотка возможна только с плотным прилеганием витков друг к другу;
– необходимость применения оправок разных диаметров для намотки катушек с разными внутренними диаметрами, при этом винтовая поверхность на торце большего диаметра оправки вносит дополнительные трудности при ее изготовлении;
– для закрепления полосы на оправке необходимо изгибать ее передний конец под углом 90°, что не всегда является допустимым в конструкции катушки.
Задачей, на решение которой направлен предлагаемый способ, является снижение трудоемкости изготовления цилиндрических катушек с произвольным шагом, намотанных из полосы прямоугольного сечения на ребро, в единичном и мелкосерийном производстве.
Техническим результатом предлагаемого способа является снижение трудоемкости изготовления цилиндрических катушек, навитых из полосы прямоугольного сечения на ребро с произвольно выбранным шагом, в единичном и мелкосерийном производстве и повышение качества катушек.
Способ поясняется чертежами. На фиг. 1 показан общий вид оправки для намотки, на фиг. 2 представлена иллюстрация процесса намотки.
Способ осуществляется следующим образом.
Полученную оправку закрепляют на токарном или намоточном станке, укладывают начало полосы во впадину резьбы и закрепляют на оправке.
Оправку приводят во вращение и навивают полосу прямоугольного сечения шириной a и высотой b, направляя ее по винтовому каналу резьбы. Полосу при навивке удерживают вручную или с применением механизмов натяжения, при этом боковые стенки впадины резьбы предотвращают поворот сечения полосы.
После намотки начало и конец навитой катушки удерживают так, чтобы катушка не поворачивалась вместе с оправкой, и, вращая оправку, свинчивают с нее катушку.
Если материал полосы обладает высокой упругостью или полоса при намотке находится под натяжением, то в навитой катушке возникают внутренние напряжения, которые стремятся «раскрутить» катушку, в результате чего увеличивается ее внутренний диаметр и уменьшается число витков. Чтобы избежать этого, конец катушки закрепляют на оправке и катушку вместе с оправкой подвергают термообработке для снятия внутренних напряжений. После чего свинчивают катушку с оправки.
Способ применялся при изготовлении электрических катушек трансформаторов и реакторов на ПАО “Электромеханика”, г. Ржев.
Пример 1. Вторичная обмотка высоковольтного трансформатора осциллятора ОСППЗ-350 состоит из левой и правой катушек с внутренним диаметром d=58 мм. Для изготовления катушек использовался медный провод прямоугольного сечения с размерами a=5,3 мм и b=14 мм. Катушка содержит 11,5 витков, намотанных на ребро с шагом p=10 мм. Для осуществления способа были изготовлены две оправки с левой и правой резьбой с шагом резьбы p=10 мм, с шириной впадин 6,2 мм, высотой профиля 14 мм, с внутренним диаметром резьбы d=58 мм.
Пример 2. Обмотка сглаживающего реактора состоит из двух одинаковых катушек с внутренним диаметром d=65 мм. Для изготовления катушек использовался медный провод прямоугольного сечения с размерами a=4 мм и b=11,2 мм. Катушка содержит 10 витков, намотанных на ребро с шагом p=8 мм. Для осуществления способа была изготовлена оправка с шагом резьбы p=8 мм, с шириной впадин 4,8 мм, высотой профиля 11,2 мм, с внутренним диаметром резьбы d=65 мм.
В результате применения способа были изготовлены катушки высокого качества, а также значительно снижена трудоемкость и себестоимость изготовления осциллятора.
Для обеспечения рационального производственного процесса при переработке нитей намотка должна отвечать следующим требованиям:
– максимально возможная удельная плотность намотки;
– возможность хорошего сматывания нити;
– по возможности постоянная плотность по ширине намотки. Вышеназванным требованиям отвечают следующие формы паковок:
Она чаще всего представляет собой цилиндрическую прецизионную параллельную намотку на патронах с фланцами. Среднее расстояние между соседними нитями соответствует диаметру нити и по всему диаметру намотки постоянно, таким образом, получается катушка с максимальной удельной плотностью намотки нити. Боковые фланцы создают необходимую стабильность намотки. Угол подъема витков (α) при этом сравнительно мал, причем при увеличении диаметра намотки он уменьшается. На рис. 7.1 представлена фланцевая катушка.
Намотка нити на фланцевую катушку совершается со скоростью 800–1200 м/мин. Ход нитеводителя при этой намотке постоянный и величина его ограничивается расстоянием между фланцами. Максимальным диаметром фланцев определяется и максимальный диаметр намотки. Обычно фланцевые катушки используются при переработке нитей из натурального шелка.
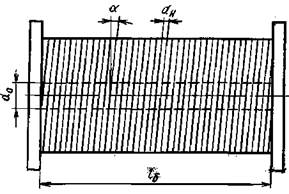
Рис. 7.1. Фланцевая катушка: dн – диаметр нити; dо – диаметр патрона;
lб – длина бобины (высота намотки); α– угол подъёма витка.
Фланцевые катушки используются также в лентоткачестве, производстве швейных ниток, в лубяной и текстильно-галантерейной промышленности.
Диапазон линейных плотностей нитей, наматываемых на фланцевые катушки, составляет от 10 до 500 текс. Размеры катушек различны и зависят от цели применения. Обычно диаметр катушки не более180 мм, а длина – 220 мм. При этом может достигаться объем намотки, превышающий 4000 см3. Несмотря на большой объем и высокую удельную плотность намотки, применение этих катушек ограничено вследствие некоторых недостатков. Самый значительный из них заключается в том, что осевое сматывание возможно в большинстве случаев с применением вспомогательного средства в виде вращающегося нитеводителя.
Данная катушка (рис. 7.2)обеспечивает прецизионную намотку на патроны, имеющие такое строение, что внутренняя торцевая поверхность намотки опирается на его коническую насадку. Внешняя торцевая поверхность однофланцевых катушек имеет форму конуса и проходит параллельно внутренней конусной торцевой поверхности патрона.
У однофланцевых катушек величина хода нитеводителя соответствует длине цилиндрической части намотки.
После каждого двойного хода нитеводителя происходит сдвиг хода в направлении к основанию. Плотность намотки на однофланцевых катушках примерно такая же, как и на конических бобинах. Однофланцевая катушка имеет особое значение для намотки синтетических швейных ниток.
Бобины крестовой намотки
Цилиндрическая бобина(рис. 7.3). В данных бобинах наматывание производится на цилиндрические патроны, а нити в каждом последующем слое постоянного диаметра перекрещиваются относительно друг друга под углом 9°45′. В зависимости от принципа привода угол подъема по всему диаметру намотки остается постоянным или же уменьшается. В последнем случае следует иметь в виду, что угол при наматывании на патрон диаметром d0 не должен быть слишком большим, так как в противном случае первый слой не будет держаться на патроне. Кроме того, цилиндрическая бобина крестовой намотки характеризуется тем, что ход нитеводителя по всему диаметру намотки остается постоянным, благодаря чему стороны бобины параллельны друг другу. Заметная на рис. 7.3 небольшая несимметричность (выпуклость) сторон возникает вследствие давления внутренних слоев намотки и для последующей переработки значения не имеет и не влияет на ее стабильность.

Рис. 7.2. Однофланцевая катушка

Рис. 7.3. Цилиндрическая бобина крестовой намотки
Вследствие значительного перекрещивания слоев нити внутри намотки образуются сравнительно большие пустоты, поэтому объем паковки с крестовой намоткой составляет 65 % объема катушек с цилиндрической параллельной намоткой.
Цилиндрические бобины крестовой намотки могут наматываться со скоростью нити до 1800 м/мин. В настоящее время скорость нити ограничивается лишь раскладкой нити вдоль бобины, верхний предел скорости, с точки зрения технологии, еще не определен.
Подобные бобины имеют почти универсальное применение. Они используются главным образом в кручении, где нить сматывается как тангенциально, так и вдоль оси. Цилиндрические бобины крестовой намотки с довольно постоянной плотностью намотки особенно пригодны для крашения, но для этого необходимы специальные перфорированные патроны (для циркуляции раствора).
Линейная плотность наматываемых нитей лежит обычно в диапазоне
6–60 текс для хлопка, вискозы и их смесей. Бобина средних размеров имеет диаметр не более 300 мм при длине около 145 мм, объем составляет около 5500 см3.
Плоская (солнечная) бобина.Плоская бобина в принципе представляет собой цилиндрическую бобину крестовой намотки, которая имеет очень небольшую высоту намотки при сравнительно большом диаметре (рис. 7.4).

Рис. 7.4. Плоская (солнечная) бобина крестовой намотки
Высота намотки составляет около 80 мм при диаметре примерно 220 мм. Скорость наматывания может составлять до 1200 м/мин.
Плоские бобины применяются преимущественно в прядении. Кроме того, их используют в производстве рыболовных сетей в качестве уточных нитей.
Коническая бобина.Вследствие постоянного возрастания скоростей сматывания нитей конические бобины приобрели большое значение. Они представляют собой особую форму бобин крестовой намотки, у которых образующие линии намотки формируют усеченный конус. Образующая линия намотки 1 (рис. 7.5) имеет такой же угол наклона (δ), что и патрон 2, благодаря этому намотка у большого и малого диаметров бобины имеет одинаковую удельную плотность.

Рис. 7.5. Коническая бобина крестовой намотки
Нити двух следующих друг за другом слоев сильно перекрещиваются. В соответствии с видом привода бобины угол подъема (α) в слоях нити либо постоянный, либо переменный. Угол наклона (половина угла конусности) стандартный и составляет 3°30′; 4°20′ или 5°57′.
Конические бобины крестовой намотки обычно нарабатываются при скорости около 1200 м/мин, однако возможны также скорости до 1800 м/мин. Предельные скорости при такой форме бобины определяются принципом раскладки нити. Конические бобины применяют в крутильном, ткацком и трикотажном производстве. Как и в случае цилиндрических бобин крестовой намотки, здесь также требуются специальные патроны.
При высоте бобины около 150 мм диаметр намотки обычно не превышает 350 мм. Диапазон линейных плотностей наматываемых нитей из хлопковых, вискозных, шерстяных и химических волокон колеблется от 6 до 100 текс.
Биконическая бобина.Она намотана на конусообразный патрон с образующими в виде усеченного конуса. Оба торца бобины также имеют конусообразную форму (рис. 7.6).
Намотка на таких бобинах сама по себе стабильна, поэтому она применяется преимущественно для синтетических нитей. Наработка этих бобин требует особой конструкции механизма нитеводителя, обеспечивающего постоянное сокращение хода. Осевой привод бобины образует прецизионную намотку нити. Угол наклона образующей линии составляет 3°30′.

Рис. 7.6. Биконическая бобина
Двухконусные бобины крестовой намотки наматываются со скоростью до 1200 м/мин, при этом максимальный диаметр составляет 220 мм при высоте бобины 150 мм. Масса бобины – 1,5 кг, линейная плотность нитей от 2,2 до 22 текс.
Бобины такого вида применяются в основном при переработке химических нитей на круглотрикотажных машинах.
Вариоконическая бобина. Эта бобина представляет собой особую форму конической бобины крестовой намотки. У таких бобин угол наклона патрона и намотки неодинаковый. На рис. 7.7 видно, что намотка на патрон начинается при небольшом угле наклона, который возрастает с увеличением диаметра намотки. У основания конуса он составляет 9°15′.

Рис. 7.7. Вариоконическая бобина
В результате вся намотка состоит из конусных слоев, которые образуются благодаря тому, что у основания конуса нити наматываются с большей удельной плотностью, нежели у его вершины.
Продолжения образующих линий всех конусных слоев сходятся в точке О. При сматывании нити в этом месте должен находиться ограничитель баллона. Таким способом обеспечиваются хорошие условия сматывания – лучшие, чем у обычных конических бобин.
Эти бобины, называемые еще суперконусными, применяются в трикотажном производстве и в ткачестве. Их максимальный диаметр составляет 280 мм при высоте 150 мм. Масса бобины около 2,5 кг. Линейная плотность хлопчатобумажных, шерстяных, вискозных нитей и нитей из их смесей колеблется от 5 до 100 текс. Благодаря особому конусному строению и обусловленному этим более равномерному сматыванию, суперконусные бобины находят применение в основном на кругловязальных машинах, устанавливают их в шпулярниках.
4. Бутылочная бобина.Структура бобин этой формы представлена параллельной намоткой (рис. 7.8). Патрон имеет такое же строение, что и патрон однофланцевой катушки. Внешняя торцевая поверхность – коническая, так что обе торцевые поверхности параллельны друг другу.
Но, в отличие от однофланцевых катушек, величина хода нитеводителя соответствует высоте усеченного конуса на патроне, причем при каждом двойном ходе нитеводитель продвигается вверх на величину, которая приблизительно равна толщине нити. Благодаря этому получают такую же плотность паковки, что и при цилиндрической параллельной намотке. Бобины бутылочной формы находят применение на ручных трикотажных машинах.

Рис. 7.8. Бутылочная бобина
5. Двухконусная цилиндрическая паковка.Такие бобины (рис. 7.9) производятся с различными видами намотки: копсовая, параллельная и намотка ромбом. Во всех трех случаях намотка сама по себе стабильна, поэтому никаких дополнительных опорных элементов не требуется.

Рис. 7.9. Двухконусная цилиндрическая паковка
В частности, при параллельной намотке её стабильность гарантируется выбором угла конуса торцевых сторон. В зависимости от волокнистого материала угол конуса составляет от 140 до 150°. Гладкие нити требуют меньшего угла конуса в сравнении с шероховатыми. Благодаря конусным торцевым поверхностям, достигается смещение точек поворота нити, в результате чего получают относительно равномерную плотность намотки у краев катушки и в ее середине.
Двухконусная цилиндрическая катушка позволяет производить прецизионную намотку, причем ход нитеводителя с увеличением диаметра катушки уменьшается.
6. Катушка в форме бочонка.Катушка, изображенная на рис. 7.10, имеет форму бочонка и прецизионную намотку.
В отличие от катушек с прецизионной намоткой с коническими торцевыми поверхностями, бочкообразная поверхность получается вследствие увеличения хода нитеводителя. Диаметр катушек сравнительно мал, нить наматывается на бумажные патроны. Из-за небольшой длины нити такие катушки применяются в основном для наматывания швейных шелковых ниток. При длине намотки 45 мм катушки имеют диаметр 15 мм.

Рис. 7.10. Катушка в форме бочонка
7. Мотокимеет прецизионную намотку. Патрон в форме скалочки после процесса наматывания удаляется из мотка (рис. 7.11). Диаметр и длина такого мотка до 150 мм. Мотки применяются преимущественно для ручных работ.
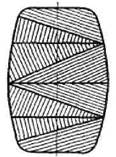
Рис. 7.11. Моток
8. Клубок.Для получения клубков применяются клубочные машины. Речь идет о паковках с бечевкой и пряжей массой от 0,5 до 3,5 кг, имеющих диаметр 240 мм и высоту 215 мм в зависимости от типа машин. Однозонная намотка клубка образуется благодаря вращению нитеводителя, ось которого наклоняется относительно оси клубка под постоянным углом (рис. 7.12). Клубок не имеет патрона и применяется для ручного вязания.

Рис. 12. Клубок
9. Пасма.Это паковка, на которую нить наматывается на мотовиле или мотальной машине. Пасма часто называется также мотком, стренгой (рис. 7.13). Этот вид паковки выбирают только в тех случаях, когда нити должны подвергаться мокрой обработке. Частично нити в виде пасм поступают в торговлю, они предназначены для ручного вязания.

Рис. 7.13. Пасма
10. Моток на картоне– это особая форма параллельной намотки. Он нарабатывается при сравнительно небольших скоростях движения нити на специальных машинах. Для наматывания в качестве патрона используется картон с расширениями на обоих концах, исключающими соскальзывание витков у краев (рис. 7.14). Такая небольшая паковка пригодна только для наматывания нити небольшой длины, как это принято для штопальных ниток.

Рис. 7.14. Моток на картоне
11. Моток на картоне, имеющем форму звезды.Такая форма намотки применяется исключительно для наработки небольших паковок с длиной нити не более 20 м. При этом производится наматывание на картон, имеющий форму звезды, преимущественно льняных крученых нитей (рис. 7.15). Скорость наматывания сравнительно мала.

Рис. 7.15. Моток на картоне, имеющем форму звезды
12. Трубчатый початок.Этот початок наматывается без патрона непосредственно на вращающееся веретено (рис. 7.16). Его наработка производится на центрифугальной прядильной или мотальной машине для трубчатых початков. При дальнейшей переработке нить при такой намотке сматывается изнутри.

Рис. 7.16. Трубчатый початок
Укладка лески на катушку
автор Валерий Федоров
Здравствуйте, дорогие читатели «Школы Рыбалки»! Чтобы избежать недоразумений, в этой заметке мы будем различать два термина – «укладка» и «намотка». Под «укладкой» будем понимать фигуру образованную леской, намотанной на шпулю. Таких фигур три – «прямой конус», «обратный конус» и «цилиндр».

Форма укладки зависит как от формы шпули, так и от ее положения на штоке катушки. Под «намоткой» будем понимать размещение витков на шпуле. Оно зависит как от программы колебания шпули по штоку, так и от программы вращения лесоукладывателя. От укладки зависит дальность заброса, а от намотки лески – вероятность образования «бороды».
На всех безынерционных катушках применяется один способ намотки – «крест». Но на разных катушках, в зависимости от их конструктивных особенностей, шаг намотки (расстояние между соседними витками) может быть разным, а так же, может быть постоянным или переменным. Чем больше шаг намотки, тем меньше вероятность образования «бороды», но и тем меньше лесы помещается на единице длины шпули. Поэтому намотка с большим шагом внешне выглядит «рыхлой».
Новичок может подумать, что леса уложена абы как. Конструкцией катушки предусмотрено, что как шаг намотки, так и способ укладки мы можем изменить по своему усмотрению в некоторых пределах. Следовательно, нам желательно знать, что это такое и с чем его едят.
Прямой конус (рис. 1а)
Укладка с переменным шагом намотки, при которой шаг намотки уменьшается к стенке шпули. В результате, чем ближе к стенке шпули, тем больше наматывается лесы и укладка приобретает форму конуса сужающегося к борту. Эта укладка обеспечивает наименьшее трение при сходе витков, так как каждый дальний виток имеет больший диаметр, чем каждый ближний и потому трение дальнего витка о ближний при сходе – минимально.
Кроме того, бльшая часть витков сходит под углом к борту (угол «б») близким к 90*, что обеспечивает минимальное трение о борт. В результате дальность заброса по сравнению с «цилиндром» увеличивается до 15%, в зависимости от конусности. С другой стороны, легкость схода, вкупе с малым шагом намотки, увеличивает вероятность стаскивания витков, уложенных ближе к стенке, и образования «бороды».
Чтобы уменьшить, если можно так выразиться, «бородоопасность», выпускаются шпули с профилем прямого конуса. Здесь конус образуется не за счет изменения шага намотки, а за счет формы шпули. На таких шпулях, как правило, имеются метки производителя, выше которых делать намотку не рекомендуется.
Если меток нет, то высота намотки возле стенки должна быть ниже борта не менее, чем на 2 мм. Укладка «прямой конус» наиболее широко применяется для заброса относительно легких грузов на большую дальность. Особенно в тех случаях, когда в качестве основной лесы используется монофил.
Обратный конус (рис. 1б)
Укладка с переменным шагом, при которой шаг намотки уменьшается к борту шпули. Из рисунка видно, что угол схода лесы со шпули (угол «а») у обратного конуса по всей длине шпули будет меньше, чем у прямого. Следовательно, трение дальних витков лесы о ближние витки у обратного конуса больше. При этом, каждый дальний виток имеет меньший диаметр, чем ближний. Это уменьшает вероятность самопроизвольного схода витков и образование «бороды».
Посмотрим на угол «б». Бльшая часть витков у прямого конуса сходит от стенки при большем угле «б», что обеспечивает меньшее трение о борт. А у обратного конуса бльшая часть витков сходит у борта при меньшем угле «б» и, следовательно, при большем трении. В результате, суммарное трение лески (трение схода + трение о борт) у обратного конуса существенно больше. Дальность заброса по сравнению с «цилиндром» уменьшается до 15% в зависимости от конусности.
Но, нет худа без добра. Обратный конус – самая бородобезопасная укладка. Надо хорошенько постараться, чтобы сделать «бороду» с такой укладкой. Поэтому намотку можно делать почти до края борта, оставляя, может быть, микроскопический зазор около 0,5 мм.
Чтобы уменьшить трение о борт выпускаются шпули с профилем обратного конуса. Здесь конус образуется не за счет увеличения количества витков возле борта, а за счет формы шпули. Эта укладка широко применяется при неравномерной проводке, когда витки лесы наматываются с разным натяжением, что увеличивает вероятность образования «бороды» при забросе.
Цилиндрическая укладка
Универсальная, наиболее распространенная укладка с постоянным шагом намотки, по характеристикам нечто среднее между прямым и обратным конусом. Достаточно бородобезопасная с относительно невысоким трением схода и трением о борт. Если на шпуле нет меток производителя, зазор при намотке 1-1,5 мм.
Цилиндр – наиболее оптимальная укладка для фидерной катушки, когда вес забрасываемых грузов колеблется в диапазоне 50-150 граммов. Может применяться как в матче на ближних и возможно средних дистанциях, так и в спиннинге.

Регулировка шпули
Чтобы сделать нужную нам укладку, надо передвинуть шпулю по штоку катушки. Сдвигаем шпулю вперед – больше витков наматывается у стенки, назад – больше витков наматывается у борта. В первом случае получим прямой конус, во втором – обратный. Регулировка осуществляется шайбами (фото 1 и 2).
Чтобы подвинуть вперед шпулю катушки с передним фрикционом, шайбы надо подкладывать. Чтобы подвинуть вперед шпулю с задним фрикционом, шайбы надо снимать. И наоборот. Если в комплекте с катушкой шайб нет – годятся любые нержавеющие подходящие по размерам, в том числе, пластиковые и полиэтиленовые. Толщина и количество снятых (подложенных) шайб зависит от желаемого размера конуса и длины шпули.

Бэкинг
Ходят слухи, что производители катушек начали выпускать бэкинги. Я их еще не видел. А пока думаю, что лучше всего бэкинг делать из обыкновенной швейной нити №№ 60-80 по современной нумерации. Она малого диаметра и потому не портит намотку. Современные нити изготавливаются из полиэстера и потому достаточно гигроскопичны и быстро сохнут.
Швейная нить не проскальзывает на шпуле и для фиксации ее не обязательно вязать к шпуле, а достаточно зажать в клипсе, замотать несколькими витками, после чего конец обрезать. Так как шнур по такому бэкингу тоже не проскальзывает, то можно не морочить себе голову и со шнуром, а крепить его точно так же.
Чтобы незакрепленный шнур не улетел, достаточно, чтобы на шпуле оставалось около десяти его витков. То есть, примерно два оборота ручки катушки. Но до этого лучше не допускать. А если допустили – пусть улетает.
В противном случае, если у нас удилище с малым диаметром тюльпана (см. статью «Фидерные удилища»), то при очередном забросе вместе с узлом может улететь не только оснастка, но и половина квивертипа. Поэтому, желательно, чтобы цвет бэкинга отличался от цвета лесы. (Я предпочитаю красный цвет. «ALARM!»). Тогда легче своевременно обнаружить, что леса заканчивается и пора покупать новую.
После каждой рыбалки леску желательно обрезать. Сколько? Как минимум, обрезать кусок, на котором в лупу видны ворсистость или другие повреждения. Желательно проверять шнур и во время рыбалки после зацепов или после 5-6-ти забросов за бровку. Лучше отрезать пару метров шнура стоимостью 2-3 гривны, чем отстрелить всю оснастку стоимостью 25-30 гривен. По мере расхода лески, а как минимум – в конце сезона, бэкинг надо подматывать.
автор статьи Валерий Федоров
Наматывать леску нужно равномерно, с определенным контролируемым натяжением, дабы избежать «бород» и нежелательных бугров. После окончания процесса следует закрепить леску специальной клипсой на катушке – это предохранит ее от ослабления и спадания со шпули.
Рыбная ловля полна всевозможных хитростей, которые раскрываются постепенно, с обретением опыта. Казалось бы, простейшая задача – намотать леску на катушку, а сколько тонкостей таит в себе этот внешне несложный процесс! Люди, только постигающие таинства рыбной ловли, и не подозревают, насколько важной может стать эта «мелочь». Неправильно уложенная нить может спадать, перекручиваться и образовывать «бороды», что способно сделать рыбалку не просто дискомфортной, а и невозможной в принципе.
Сегодня мы разберемся, как правильно рассчитать количество рабочей нити или шнура, узнаем, что такое бэкинг и научимся премудростям укладки лески на катушки различных видов. Надеемся, эта публикация поспособствует вашему продвижению в рыболовном искусстве. Пусть рыбалка приносит удовольствие и завидные уловы, и неправильно уложенная леска сему не препятствует!

- Выбор катушки и лески
- Определение длины лески и бэкинг
- Профиль намотки
- Закрепление лески на шпуле
- Намотка лески на безынерционную катушку
- Особенности инерционных катушек
- Оснастка мультипликатора
- Практические советы бывалых рыболовов
А вот тут целых ПЯТЬ вариантов того, как привязать леску к катушке. Пять вариантов узлов, в смысле.
Как правильно намотать леску или шнур на безынерционную катушку спиннинга
Прежде чем вы соберетесь делать намотку лески или плетеного шнура на катушку, нужно определиться, какой тип укладки вам нужен. От этого выбора зависят такие параметры, как: вероятность сброса петель (причина возникновения “бороды”) и максимально возможная дальность заброса. Так уж сложилось, что их всего три вида, предлагаю каждому уделить внимание.

Укладка шнура «обратным конусом»
Говорят, что данный способ укладки в последнее время считается наиболее распространенным среди опытных спиннингистов. Так это или нет, увидим на водоемах, однако данной форме укладки стоит отдать должное, вероятность появления бороды действительно уменьшается. А заплатить нам за такую роскошь придется дальностью заброса. Если катушка не из дешевых, то благодаря качественной полированной шпуле и прочим технологиям, которыми напичкана катушка, плата будет не столь высока.
Такой эффект достигается за счет уменьшения шага намотки к борту шпули. Обратите внимание на фотографию. Вероятно вы уже встречали такую форму.

Укладка шнура «простым конусом»
В предыдущем случае мы уменьшали вероятность появления бороды и жертвовали дальностью заброса. А сейчас мы сделаем все строго наоборот. При такой укладке, когда шаг намотки увеличивается от верхнего края шпули к основанию, наш заброс в теории может быть дальше на 15%, разумеется, это приблизительные расчеты. И, пожалуй, комфортно пользоваться таким преимуществом можно только в случае идеальной намотке, и при выполнении остальных требований, которые минимизируют возможность сброса петель.

“Цилиндрическая” укладка шнура
При покупке новой катушки, с завода, скорее всего она будет настроена именно на цилиндрическую форму, т.е. прямую, с равномерным шагом от верхнего края шпули до ее основания. Пожалуй, это отличный компромисс между дальностью заброса и возможностью “поймать бороду”. Не знаю, почему многие пишут, что “обратный конус” считается самым популярным. Как мне кажется, именно “цилиндр” должен занимать верхнюю строчку чарта.

Что ж, давайте проверим этот тезис на практике. Один из старых друзей мне скинул фотку шпули своей катушки (я так понимаю что это серия Catana), где хорошо видна маркировка лесоемкости.
P.S. Мы дали себе небольшой труд, и теперь вы можете пользоваться этим калькулятором на своем Android устройстве
В одном из комментариев к этой записи, прозвучала мысль, мол, дескать, калькулятор неправильно считает, его результаты не совпадают с заявленными. И это, якобы, легко можно увидеть на шпулях катушек «шимано».
Итак: у нас на такую шпулю должно влезть:
240 метров 0.20 лески
160 метров 0,25 лески
110метров 0,30 лески (видно не очень хорошо, но специально перепроверил).
Теперь смотрим, как обстоит дело с расчетами на калькуляторе: базово задаем как исходные данные 240м/0,20мм.
0,25 мм поместится 153.6 метра — на 6,5 метров меньше заявленного.
0,30мм поместится 106,7 метров – на 3.5 метра меньше заявленного.
Можно было бы указать и другие комбинации диаметров и результатов, но, право, при желании это легко может самостоятельно сделать каждый (открою страшный секрет, — при других комбинациях этих же параметров, данные, бывает, расчитываются тютелька в тютельку).
Математически, результаты немного отличаются от заявленных. А давайте честно, столь ли критично для большинства рыболовов будет, если при намотке на шпулю лески влезет на 3-5 метров меньше или больше от расчетного? Думаю что нет, и такой погрешностью в реальной жизни можно пренебречь.
Прежде, чем фиксировать конец лески на шпуле и наматывать ее, необходимо четко определиться с количеством материала. Катушка не должна быть заполнена только до половины или наоборот с «горкой». В первом случае леска будет плохо сходить со шпули, что негативно скажется на дальности забросов, а во втором не избежать сбрасывания петель и образования так называемых бород.
Какую предпочесть?
Плетенка (шнур) зачастую популярна диаметром 0,16-0,20 мм для джига и твичинговых воблеров. Новичкам советуют покупать дешевый шнур-леску. Он не такой долговечный при активной ловле щуки, но потом можно будет определиться с дорогими моделями. Для блесен, плетенка не такая удобная, но в 0,28-0,35 мм диаметром будет полезна.

На жерлицы, леску уже берут от 0,4 мм диаметром. Цвет стоит брать темно-зеленый или коричневый. Некоторые производители дополнительно маркируют упаковку плетенки для щуки словом – Pike (щука).
- Максимально возможная прочность лески на разрыв.
- Слабая растяжимость.
- Длительный срок службы лески.
- Дороговизна.
- Не применяйте такую леску при ловле на каменистом дне.
- Требуется уделять дополнительно внимание еще до катушки и удилища.
- Sunline Deep one;
- Sunline super PE 10 ЛБ;
- Shimano Beastmaster;
- Steel Power Asama;
- Salmo Diamond Braid;
- Berkley FIRE LINE;
- Power Pro Pike;
Мононить
Данная леска возвращает утраченные позиции среди рыбаков. Для речной щуки, можно поставить 0,28-0,35 мм диаметром. При меньшей леске, следует быть более аккуратным и не делать резких движений. Следовательно, и вываживать зубастую щуку можно будет только после того, как ее утомили.

Мононить популярна для ловли блесной.
Для жерлицы ставят 0,50 мм диаметром. Зимой уже и 0,25-0,30 мм подходит и такой леске нет альтернативы. Она не обмерзает. Специальные щучьи также помечены словом — Pike.
- можно делать дальние забросы на щуку;
- малое сопротивление в толще воды;
- слабая видимость мононити в воде;
- растяжимость лески гасит рывки крупной рыбы;
- дешевизна.
- ShimanoTechniumSpinningLine.
- Shimano Antares Silk Shock.
- Owner.
- Formax Pike Spin.
- Mikado SENSEI PIKE 0, 26.
- Phantom Line Super Soft.
- BalsaxRXR Kameleon.
Флюорокарбон
Новинка среди лесок. Является монофильной леской, изготовленной из особого полимерного материала Флюорокарбона. Используется рыбаками, как «основа» и как поводок для ловли щуки, но очень толстый.

- показатель преломления еще ближе воде, и, следовательно, еще мене заметен в ней чем монофильная леска;
- не боится влаги и солнечных лучей при хранении;
- большая износоустойчивость, не перетирается.
- меньшая нагрузка на разрыв в сравнении с монофильной леской такого же диаметра;
- узлы получаются слабые, из-за чего приходится их укреплять клеем;
- зачастую, в продаже имеется жесткая флюрокарбоновая леска, которая отличается ломкостью при ловле щуки.
Пока что альтернативы NEW FC Sniper нет. Она себя одна оправдывает как основная леска на снасти.
Варианты наматывания лески на катушку спиннинга
Сегодня на рыболовном рынке представлено множество катушек, и у каждой отдельной модели имеется свой собственный профиль намотки. Он бывает цилиндрическим, трапециевидным или хаотичным. Рассмотрим каждый подробнее:
Большинство спиннингистов применяют безынерционные катушки с цилиндрической намоткой или незначительным обратным конусом.
. В комплекте может быть несколько шайб, причем все они разной толщины. Путем уменьшения их общей толщины намотку изменяют в сторону обратного конуса, а увеличение толщины придает ей форму прямого конуса. Иногда в коробке шайб нет. Это означает, что производитель их уже установил, поэтому, чтобы подогнать профиль намотки «под себя», придется снимать шпулю.
В катушках с задним фрикционом шайбы чаще всего установлены в самой шпуле. Здесь то же принцип, только наоборот. Для получения формы обратного конуса толщину шайб увеличивают, а для намотки прямым конусом – уменьшают.
• В катушкодержатель спиннинга нужно установить катушку.
Обратите внимание на такие рекомендации:
• Лучше покупать катушки, которые имеют в комплекте несколько шпулей. Это облегчит замену даже в ходе рыбалки и проще будет укладывать шнур с бэкингом.
• Не следует использовать для бэкинга швейные или хлопчатобумажные нити – в ходе рыбалки они намокают и приходят в негодность.
• Леску обязательно нужно хранить сухой. Так она прослужит дольше и лучше.
Что касается катушки, то здесь экономия должна быть разумной – лучше купить один раз хорошую модель, пусть и недешево, чем иметь проблемы в ходе рыбалки из-за дешевой непригодной катушки.
Особенности наматывания лески на катушку
Для чего необходима правильная намотка?
Соединение лески со шпулей
Первым этапом оснащения катушки леской является закрепление лесы на шпуле. Многие рыболовы не закрепляют леску, уповая на то, что нижние слои использоваться не будут, но это не совсем правильный подход. Со временем верхний рабочий слой будет изнашиваться и постепенно укорачиваться. Существует множество способов привязки, но основное распространение получил специально разработанный узел и самозатягивающаяся петля:
- Специальный узел очень сильно напоминает клинч. Его достоинством является то, что он практически не растягивается и прекрасно держится.
- Самозатягивающийся узел имеет небольшую растяжку, но под действием натяжения лески будет продолжать затягиваться до упора.

Бэкинг (подмотка)
Различные рыболовные катушки по-разному наносят витки лески на шпулю. Существуют три вида намотки:
В свою очередь, трапециевидная намотка имеет два вида конусности: прямой и обратный.

Прямой конус образуется если техническая особенность катушки предусматривает укладку витков с уменьшением шага в сторону стенки шпули. Такой конус обеспечивает минимальное трение витков при сбросе. При обратном конусе шаг постепенно уменьшается в направлении борта шпули. Трение витков при таком конусе больше, но уменьшается вероятность самопроизвольного сброса лески.
Если же приходится намотать простую, монофильную, леску на катушку, то обработка будет не нужна.
Технические характеристики
Катушки Шимано серии 1000 обладают таким диапазоном параметров:
• Вес от 205 грамм до 345 грамм;
• Передаточный показатель 4,6:1, 5,0:1, 5,1:1, 5,7:1;
• Длина сброса лески за один оборот от 66 сантиметров до 75 сантиметров;
• Усилия на фрикционный тормоз от 2,5 килограмм до 5 килограмм;
• Вместимость шпуль от 155 метров до 185 метров лески диаметром 0,3 миллиметра.
Виды намотки лески на шпулю
С основными критериями выбора спиннингового удилища вы, вероятно, уже познакомились из опубликованной статьи на блоге. Так же вам будет полезно почитать материалы сибирских спиннигистов клуба «Тугун«. Что касаемо типов намотки лески на катушку, то прежде позвольте дать маленький совет. Правильное наполнение леской шпули катушки зависит и от самой катушки, ее качественного исполнения.
Потратив на катушку вы сэкономите для покупки приманок
Стоимость такой игрушки составляла в среднем 1.600 — 2000 тысячи рублей. Плюс дополнительные деньги уходили на покупку лески. Частые бороды катастрофически быстро уменьшали метраж намотки. В итоге, за один сезон можно было потратить в среднем порядка 5000 тысяч рублей. А за истекшие 3 года?

Буду краток. Чтоб не тратиться зря, а сэкономленные деньги потратить именно на уловистые приманки, просто раскошельтесь сразу на нормальную катуху. Не стоит гоняться за топовыми моделями. Обратите свое внимание на таких производителей, как Ryobi, SPRO, Okuma. Сейчас, с плачевным поднятием цен, катушки несколько стали дороже, но все же потратив один раз 5 — 6 тысяч вам ее хватит на 5 — 6 лет. Именно такой срок у меня живет Ryobi Excia 2000.
Типы укладки лески на шпулю катушки
Чтоб далее не путаться, давайте сразу определимся с двумя терминами — укладка и намотка лески.
Укладка — это фигура, которую принимает леска после полного заполнения шпули. В обиходе их три:
- прямой конус;
- обратный конус;
- цилиндр.

Форма укладки зависит от формы шпули и от ее положения на штоке катушки. От укладки зависит дальность заброса, а от намотки лески – вероятность образования «бороды».
Намотка — размещение витков лески на шпуле.
Последнее время на многих безынерционных катушках, на выше оговоренных фирм тоже, применяется крестообразная намотка. Но на разных катушках, в зависимости от их конструктивных особенностей, шаг намотки (расстояние между соседними витками) может быть разным, а так же, может быть постоянным или переменным. Чем больше шаг намотки, тем меньше вероятность образования «бороды», но и тем меньше лесы помещается на шпуле. Поэтому намотка с большим шагом внешне выглядит рыхлой.
Наиболее приемлемой является цилиндрическая укладка. Проблем с бородами чаще не возникает. Приманка летит дальше за счет меньшего трения о борта шпули.
Регулировка конусности безинерционных катушек

Регулировка укладки лески производится за счет передвижки шпули по штоку катушки. Этого можно добиться, если использовать специальные шайбы. Они бывают заводского или самостоятельного исполнения. Превосходные шайбы получаются из коробочек от воблеров.
Если шпулю поднимаем, то больше витков наматывается у стенки и получаем прямой конус, опускаем по штоку – у борта, образуется обратный конус. Возня еще та, но дело нужное. В его эффективности вы сможете убедиться на рыбалке.
Неправильная техника наматывания приведёт к запутыванию лески при резком вытягивании удочки из воды. Итог: леска деформирована, рыба упущена, золотое время рыбалки впустую потрачено на распутывание узлов.
Типы намотки лески на катушку
Намотка — расположение каждого витка лески относительно шпули.
Используется 2 вида:
- Параллельный — наиболее применим в практике у рыбаков. Основным принципом является небольшой угол при накладывании витка на шпулю, но при этом леску укладывают параллельно. Несмотря на широкое применение в практике, другая намотка является более практичной. Но не каждый спиннинг для неё подходит.
- Крестообразный — применяется только для катушек с «бесконечным винтом». Данный тип узла совершает движения в шпули в разном направлении с неодинаковой скоростью, что при параллельном наматывании приводит к запутыванию нити.
Большинство профессиональных катушек оборудованы «бесконечным винтом», что гораздо упрощает процесс ловли.
Часто рыбаки путают термины «намотка» и «укладка». Они действительно близки по смыслу, но второй термин предполагает форму, которая должна образоваться на шпуле в результате наматывания.
Их также различают несколько:
Безынерционная катушка
Прежде чем приступить к намотке на такую катушку, необходимо выбрать шнур в соответствии с рекомендациями производителя. Это является основным условием для избежания появления борозд. Затем произвести все необходимые действия для наматывания.
Инерционная катушка
Процесс наматывания шнура на эту катушку ничем не отличается от предыдущего. Единственным советом является неспешная аккуратная намотка, движения рукоятки плавные.
Мультипликаторная катушка
Единственным отличием укладки шнура на данный тип катушки является крепление при наличии перфорации на шпуле. Если она отсутствует, то леска крепится традиционно с помощью самозатягивающегося узла и далее производится намотка по общепринятой инструкции.

Правильная намотка шнура или лески осуществляется по некоторым правилам и советам, дающим возможность существенно упростить этот процесс и быстро научится тому, как намотать леску на безынерционную катушку.
Для подмотки, как правило, выбирается 0,3-миллиметровая леска. Использование более толстой лесы чревато тем, что дальнейшая укладка основной лески может получиться недостаточно ровной. Также не рекомендуется использовать в качестве бэкинга х/б либо капроновую нить, поскольку в случае намокания понадобиться много времени для их высыхания.
Сколько нужно лески для подмотки? Это можно определить только практически. И для этого дополнительно потребуется сменная шпуля, на которую изначально нужно намотать основную лесу, а поверх бэкинговую, также не доходя до бортика 1-2 мм. После этого следует установить на катушку рабочую шпулю и перемотать на неё все в обратном порядке – сначала подмотку, на потом основную лесу. При отсутствии сменной шпули, нужно выполнить всё тоже самое, используя основную шпулю, с которой потом необходимо перемотать на бобину либо какую-нибудь другую катушку, а потом в нужном порядке опять на основную.
Внимание: для удобства намотки можно использовать книги. Привязываете леску/плетенку к катушке и просовываете леску через книгу. Закрываете книгу и начинаете крутить ручку катушки. В итоге при помощи книги создается натяжение, что позволяет равномерно намотать леску на катушку.
Техника намотки
Перед тем как начнется намотка лески на безынерционную катушку, необходимо установить само устройство на спиннинг (или удилище), либо закрепить его в станке, при наличии такого. После закрепления необходимо протянуть леску или плетенку через кольца удилища, начиная от последнего, и заканчивая самой катушкой.
Перед тем как начать наматывать леску, её необходимо привязать к катушке. О том, как привязать леску к катушке можно прочесть в этой статье.
Первый метод
- Сначала необходимо обернуть леску вокруг шпули катушки (с плетенкой проделывается то же самое).
- Рабочий конец лески нужно перехлестнуть с одной из жилок, это необходимо для создания своеобразной петли.
- Затем необходимо сделать скрутку на петле, которая подразумевает 4-6 витков.
- После этого нужно затянуть кончик в петлю, которая образуется в результате скрути, и затянуть узел.
- Теперь просто наматывайте леску равномерными движениями ручки катушки.
Второй метод
- На конце лески или плетенного шнура формируется петля небольшого диаметра.
- Теперь в неё вводится основная жила, для образования своеобразной петли с большим диаметром.
- После этого большая петля набрасывается на шпулю катушки и затягивается (нужно быть внимательным, иначе очень просто перепутать направление затяжки).
- Затем начинается процесс равномерной укладки лески на катушку.

Третий метод
- Сначала формируется двойная петля, которая потом надевается на шпулю.
- После этого рабочий конец лески заводится в петлю.
- Затем узел необходимо смочить и затянуть, у вас должно получится нечто похожее на узел клинч, но с дополнительной петлей большого диаметра.
После того, как намотка лески на безынерционную катушку завершится, необходимо произвести её равномерную укладку. Для этого процесса нужно создать некоторое натяжение шнура или лески. Для этого процесса используются различные приспособления, или помощник, удерживающий болванку с леской в руках.
Помощнику необходимо удерживать в руках какой-либо стержень, лучше всего для этого подходит карандаш. На эту осень необходимо надеть бобину с леской или плетенкой, которую вы желаете намотать. Теперь остается одному крутить ручку катушки, а второму придерживать бобину таким образом, чтобы создать необходимое натяжение лески.
Некоторые рыбаки используют пластиковое ведро небольшого размера для осуществления этого процесса. Бобину необходимо уложить на дно ведра, при этом удерживая его между ног. Таким образом вы сможете постоянно контролировать бобину и она не будет покидать ваше поле зрения. Создавать дополнительное напряжение можно с помощью пальцев руки, в которой находится спиннинг во время осуществления намотки.
Станковый способ
Для того, чтобы намотка лески на безынерционную катушку осуществлялась проще, можно использовать специальный станок, который продается в магазине или изготавливается собственноручно. На сегодняшний день таких устройств очень много, они отличаются модификациями и внешним видом, но их принцип работы остается стандартным.

- Станок жестко фиксируется на плоской поверхности (чаще всего это стол), при помощи присоски или специального зажима.
- Кронштейн оснащается одной или двумя осями, которые имеют пружины с зажимными механизмами.
- После этого на неё нужно установить бобину и жестко зажать.
- Увеличение или уменьшение давления на пружины позволяет менять силу натяжения при намотке.
Модельный ряд
Катушки серии 1000 входят во многие линейки бренда. К ним относятся:
• Модели SHIMANO AX. Это бюджетные изделия с упрощенной конструкцией, которые станут отличным вариантом для освоения техник лова начинающими спиннингистами. Они имеют два подшипника и ориентированы на ультралайтовые спиннинги, поплавочные удочки.
• Модели SHIMANO SIENNA. В серию входят недорогие катушки с корпусом из высокомодульного графита. Изделия подходят для легкого джига, твичинга, пикерных удилищ.
• Модели SHIMANO HYPERLOOP. Они отличаются отсутствием обгонной муфты в функции блокировки обратного хода и большим выключателем стопора, расположенным в нижней части корпуса.
• Модели SHIMANO CATANA. В серии представлены самые популярные среди российских рыбаков катушки, подходящие для лова в тяжелых условиях.
• Модели SHIMANO NEXAVE. Они устанавливаются на спиннинги класса лайт, фидерные удилища, имеют хорошую выносливость, надежный корпус из алюминия.
• Модели SHIMANO SAHARA. Катушки относятся к среднебюджетному ценовому сегменту, обладают футуристическим дизайном с позолоченной рукоятью и шпулей.
• Модели SHIMANO SEDONA. Они собираются на заводах в Китае, имеют низкую цену и один подшипник в главной паре.
• Модели SHIMANO 17 ULTEGRA. Это дорогие катушки для японского рынка с облегченной шпулей, бортики которой покрыты нитритом титана.
• Модели SHIMANO NASCI. Они относятся к средней ценовой категории, комплектуются двумя шарикоподшипниковыми опорами, повышающими тяговые характеристики изделий.